Про пистолет я уже писал, а вот про принтер, который этот самый пистолет не напечатал — нет. Сегодня я расскажу о 3д-принтере UP! Plus китайской компании PP3DP, продажей которого в РФ занимается компания 3DP Home.
По классификации принтеров, которую я уже описывал, принтер относится к классу «X Head/ZY Bed». Если говорить простым языком — головка перемещается только по оси X(если смотреть на принтер спереди — вправо-влево. Впрочем, если смотреть на принтер сзади, будет тоже самое), а платформа, на которой находит печатающий обьект — вверх-вниз, и ближе-дальше. В общем-то, UP это единственный известный принтер этой категории.
► Принтер
Из магазина принтер приезжает в обычной картонной коробке без опознавательных знаков, не считая маленькой синей наклейки PP3DP. Коробка настолько скучна и обыденна по сравнению с самим принтером, что я даже не стал ее фотографировать(вру, я просто забыл это сделать, потому что хотел начать печатать).
Комплект поставки необычен. Хотя, он необычен ровно настолько, сколько необычно само устойство. Думается мне, что через десять лет мы будем писать «Комплектация довольно скудная — нет ни дополнительных картриджей с силиконом, ни роборуки, снимающей с подставки — о чем тут писать..»
Так вот, о комплекте подставки. В него входят: сам принтер:

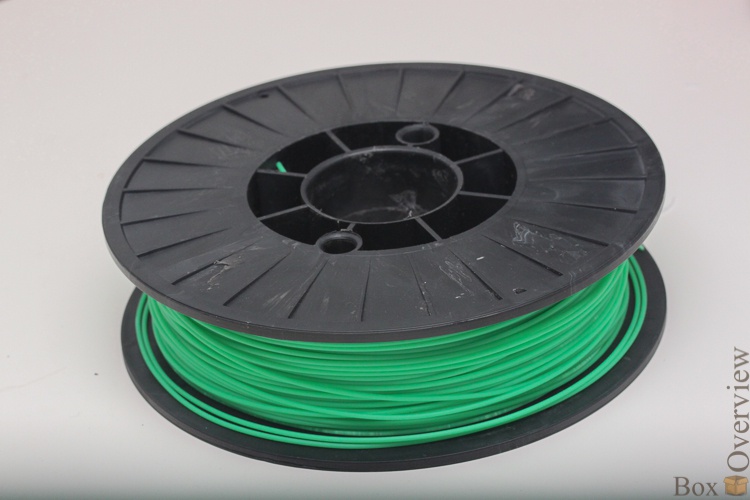
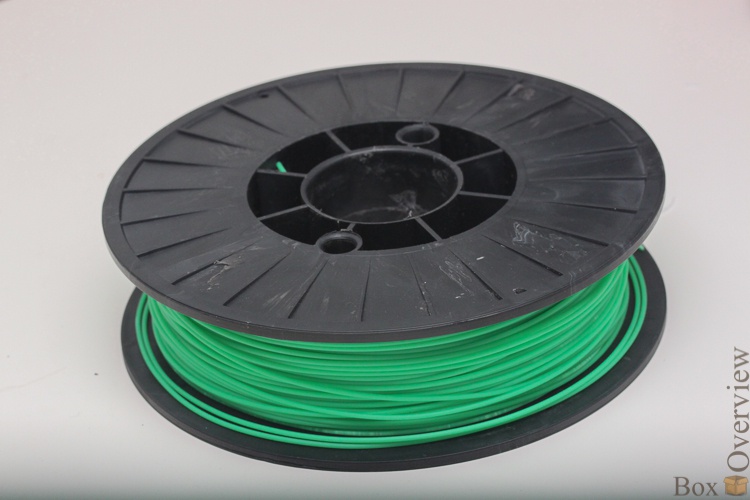
И катушка на 700 грамм ABS-пластика:
Большой и тяжелый блок питания почти на 200W, от фирмы HP с их фирменным разъемом:

Такая мощность нужна в первую очередь для работы нагревателя экструдера и шаговых двигателей, перемещающих печатающую головку и платформу.

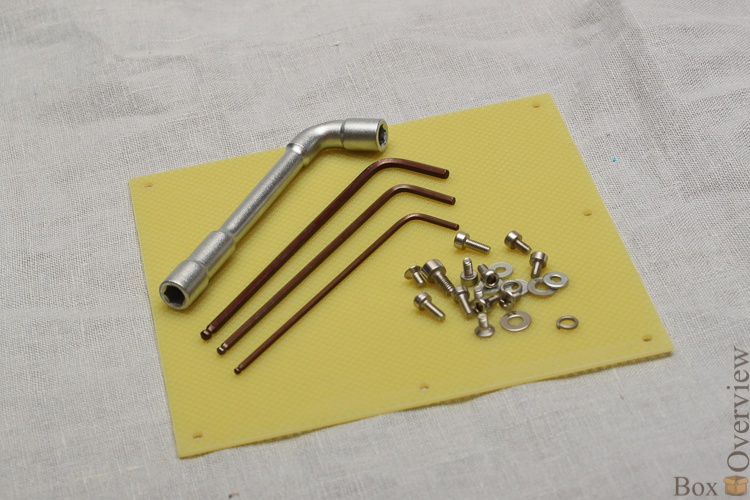
Три специальных перфорированных платформы, кучка винтов(большинство из них не нужны для работы принтера, и пролежали все время у меня в пакетике), 3 отвертки, которые подходят ко всем винтам, которые есть в принтере, и ключ для снятия сопла:
Это конечно хорошо, что производители позаботились о том, чтобы пользователь мог разобрать и собрать принтер(не для этого ли в комплекте лежат дополнительные винты?), но на деле оказывается что для пользователя доступна только печатающая головка, а на самом корпусе принтера стоит гарантийная пломба:

Впрочем, принтер позиционируется как вариант «включил и начинай печатать», что действительно так — за время использования мне не потребовалось делать что-то труднее снятия сопла для прочистки — я об этом расскажу, посколько руководство это описывает довольно скудно. Ну и естественно — «пока ты не разобрал устройство, ты не можешь считаться его хозяином». Ну ладно, за пломбу мы лезть не будем, но вот что разбирается — печатающую головку, мы еще разберем.
Ладно, переходим к самому принтеру.
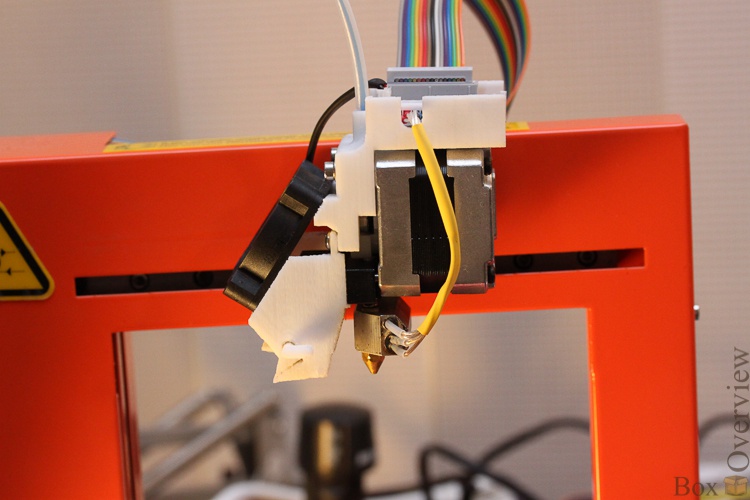
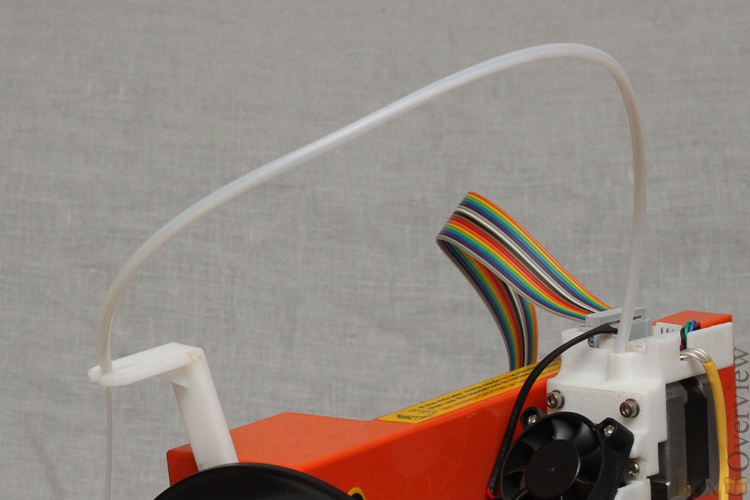
В верхней части принтера находится печатающая головка, практически полностью закрытая крышкой с названием сайта производителя:
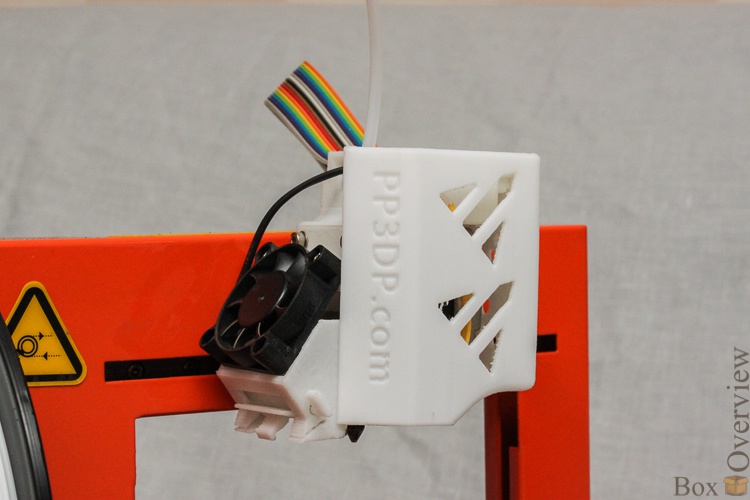
Впрочем, крышка легко снимается. Мне больше нравится когда она снята, потому что так видно сам экструдер и процесс печати:
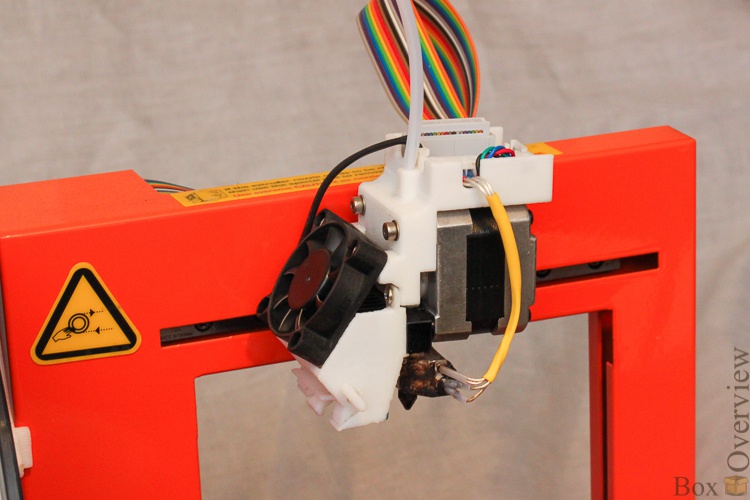
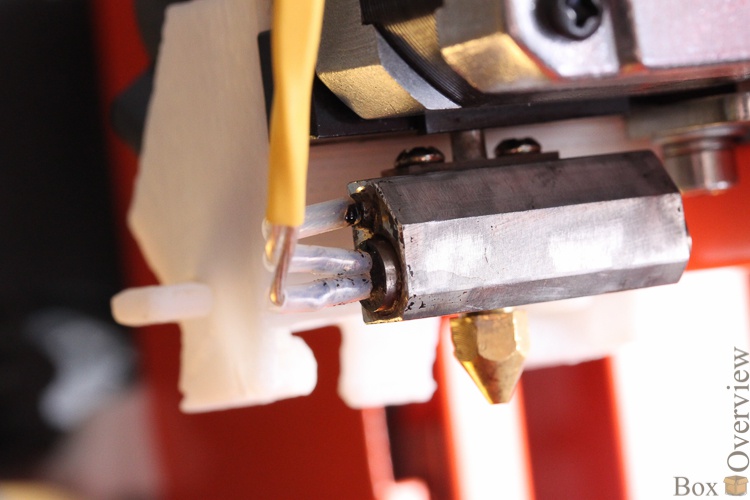
Головка состоит из нагревательного элемента, к которой подходят два провода — питание нагревателя и термодатчик:
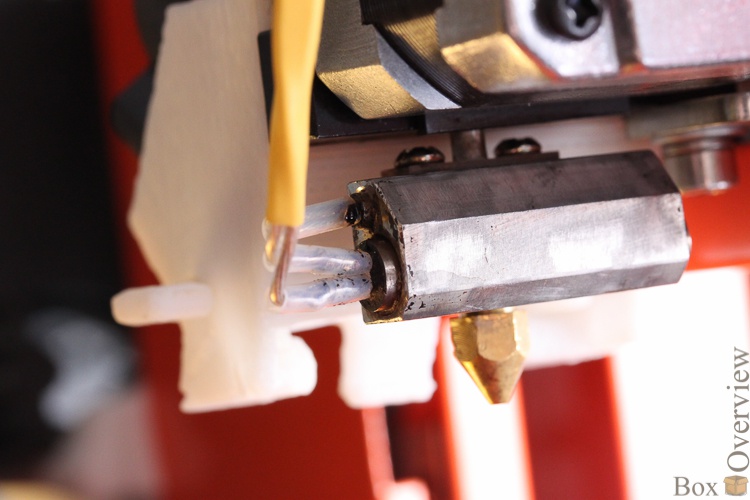
В нагревательный элемент вкручивается сопло с калиброванным отверстием, через которые и выдавливается пластик.

Сбоку печатающей головки — маленький вентилятор:
Его функция — вместе с нагревателем создавать градиент температур. написал предыдущее предложение, и понял, что я попал. Потому что теперь мне придется объяснять почему там стоит вентилятор, зачем нужен градиент температур, и что вообще это такое. Поскольку это тянет на отдельную часть, я сначала расскажу о остальных частях принтера, а потом уже напишу о этих шутках. Но особо нетерпеливые, могут прочитать сразу
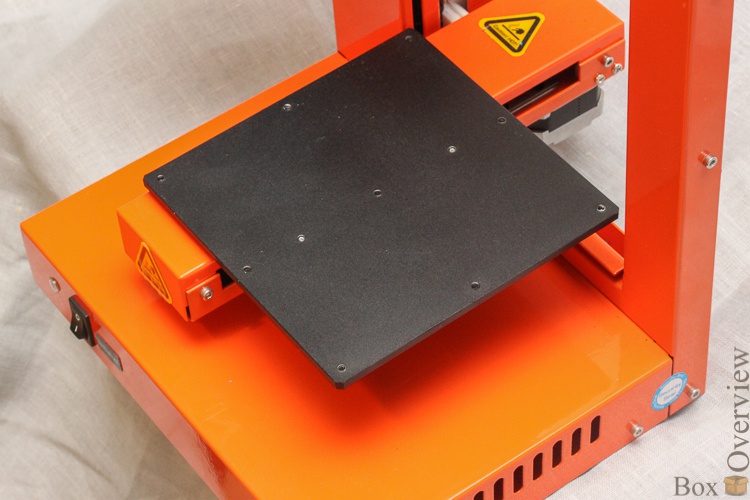
Дальше я разберу (в прямом и переносном смыслах) печатающую головку, поэтому сейчас на ней останавливаться не буду. Идем дальше, тоесть ниже. Ниже находитсябубен, в него бьют ээ… нет. Ниже находится платформа:
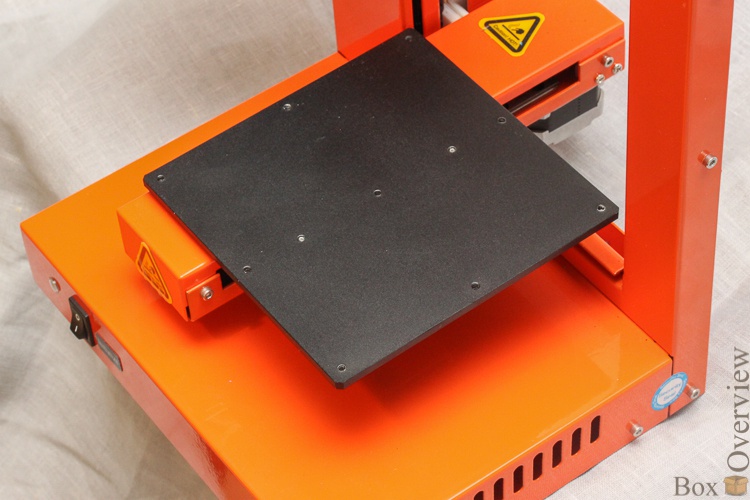
Она может быть как очень ниже, так и не очень ниже, потому как двигается вверх-вниз, в зависимости от высоты модели. Напечатали один слой — сдвинули платформу вниз, печатаем следующий. И так раз за разом.Вот у принтера работа скучная
На штанге, которая держит платформу — предупреждающий значок:

Действительно, платформа подогревается во время работы, это сделано для того, чтобы пластик не сорвало с нее из-за температурной деформации.
Она греется не так сильно, как сопло и головка, но схватившись за нее, легкий ожог получить вполне можно. Кстати, нагрев не спасает от температурной деформации — при печати больших по площади деталей перфорированную платформу все равно выгибает довольно сильно, и ее надо хорошо крепить по углам, чтобы модель не получилась изогнутой.
Снизу платформы — ее крепление и способ калибровки в виде трех подпружиненных винтов:

С их помощью можно компенсировать изгиб платформы или ее наклон. Помимо этого, в программе еще существует программный способ калибровки.
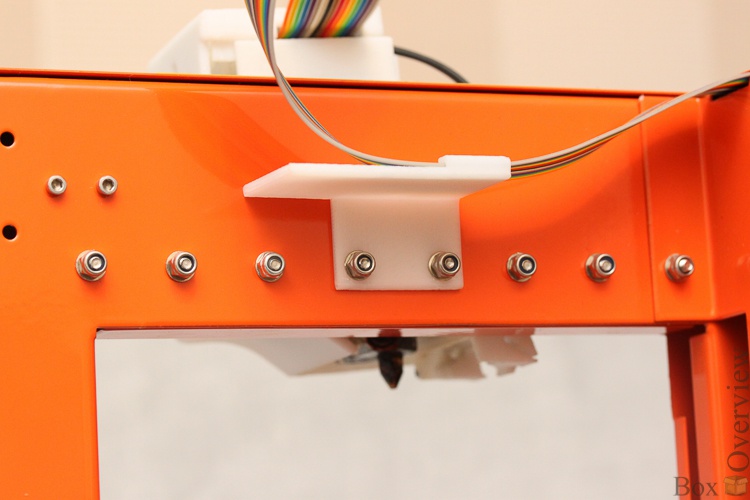
На обратной стороне П-образной штанги — ряд винтов и крепеж для шлейфа головки (напечатанный):
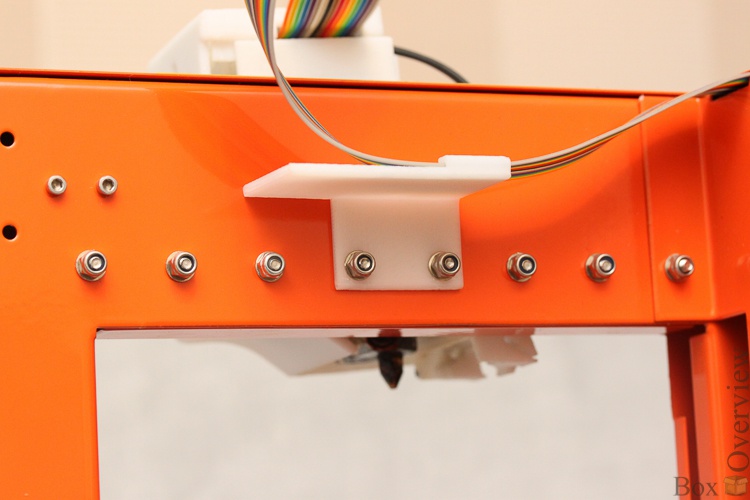
Сбоку(видно на первой фотографии) — крепление для катушки пластика, тоже, кстати, напечатанный. Его надо достать из коробочки и прикрепить одним винтом, после чего повесить на него катушку.
Нижняя часть принтера состоит из основания, в котором находится электроника, и часть механики, ответственная за подъем платформы. На передней части — светодиод состояния, и кнопка включения/выключения/инициализации:

Зачем там наклейка с надписью — я не знаю. Однократное нажатие кнопки включит принтер, второе нажатие — начнет инициализацию(установку нуля по трем осям), а долгое нажатие — выключит принтер.
Светодиод показывает состояние принтера, но делает это довольно бестолково — мигает быстро при загрузке модели с компьютера, мигает медленно при печати, перестает мигать при проблемах.
По бокам — вентиляционные отверстия и гарантийная пломба. А вот сзади уже интереснее — разьемы и кнопка питания:

Вот, слева направо, разьем питания, разьем питания податчика(в новой модели не используется), кнопка выключения питания.

Кстати, кнопка выключения питания расположена неудобно. В случае проблем — например вы случайно сдвинули платформу и головка уперлась и буксует в модели, или просто стукнулась в крепеж, вы первым делом хотите выключить принтер. Как вы это сделаете? Просунете руку под платформой и нажмете выключатель. Электроника и моторы вырубается и платформа аки гильотина падает на вашу руку. Она конечно, в нижней части где штанга не горячая, и не очень тяжелая, но первый раз это неожиданно. Вот если бы разместить кнопку выключения сбоку — проблем бы не было.
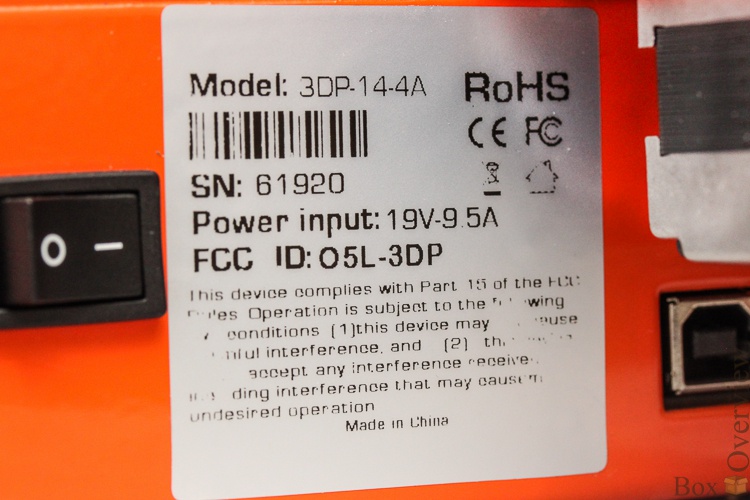
Податчик был в первой модели принтера(которая называлась просто UP), и в версии Plus, которую я описываю, уже перенесен в головку. А вот разьем остался. Дальше у нас идет наклейка:
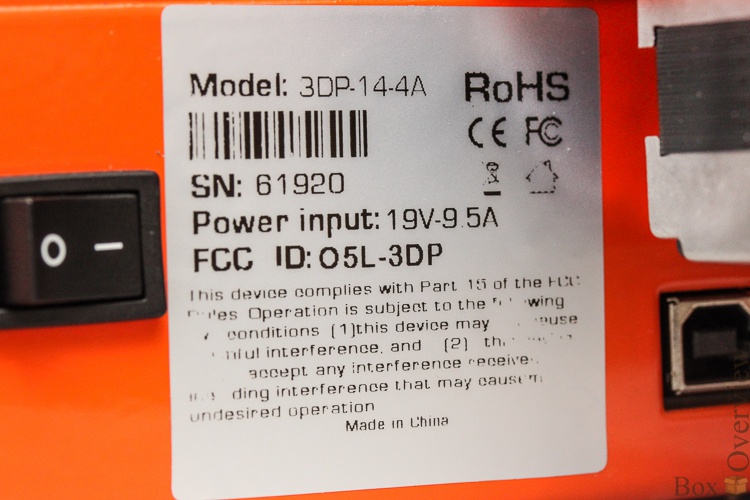
Рассказывающая о названии, модели, и серийном номере, а так же показывающая аппетит принтера — почти 10 ампер при 20 вольтах это довольно много. Далее, в самом углу притаился USB-разъем:

Кстати, расположен он тоже неудобно — прям под двигателем. Он его конечно не задевает, но вот вставлять его неудобно. Хотя, это я уже загоняюсь — вставлял я его два раза всего — в первый раз, и когда переставлял принтер на другой стол.
► Занимательная реология или о градиенте температур.
Разбираясь с принтером и печатью, я неожиданно для себя узнал, что для простой задачи выдавливания нагретого пластика необходимо учитывать довольно сложные физические свойства пластика.
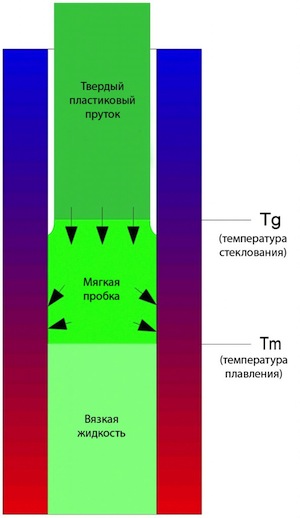
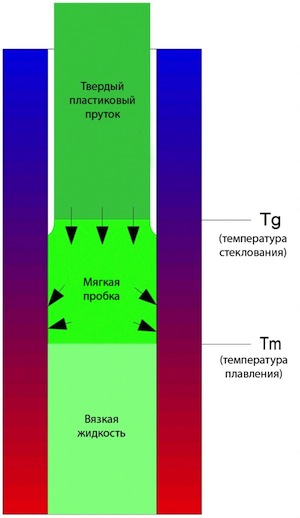
Если вкратце: просто нагревать головку не выйдет — пластик не переходит как вода сразу из твердого состояния в жидкое, а сначала становится мягким. Вот эта самая мягкость пластика — явление вредное и производители принтеров с ним всячески борются, как можно более уменьшая количество пластика с температурой стеклования. Делается это созданием градиента температур, при котором внутри головки и ниже находится жидкий пластик, а в подающей трубке и выше — еще твердый.
Дело в том, что давление, необходимое для продавливания вязкого (даже в «жидком» состоянии) пластика создается не насосом, а самим прутком — его с силой вдавливает в головку шестерня с зазубринами, надетая на вал шагового мотора. Пруток давит на расплав пластика, и тому ничего не остается как выходить через отверстие сопла. Проходящий дальше пруток расплавляется, и на него уже давит следующая часть прутка.
Но вот пластик при температуре стеклования имеет интересные свойство — он вроде и мягкий, и подвержен деформации, но в то же время о стенки подающей трубки трется как твердое тело.
Разные проекты реализуют этот узел по разному — кто-то делает трубку просто достаточно длинной, чтобы температура упала сама, но получает другую проблему — чем длиннее трубка, тем более высокие требования предъявляются к гладкости внутренних стенок и стыков.
Если она где-то начнет расширяться или сужаться, или в стенке трубки появится не то что каверна, а просто углубление или заусеница, то рядом с этим место возникнут завихрения потока пластика и его застой. Застой — это когда поток пластика идет по кратчайшему пути к соплу, в вокруг него находится расплавленный пластик, который двигается медленнее потока или не двигается вообще. Время жизни пластика при высокой температуре ограничено несколькими минутами, потому он начинает пузыриться, терять пластичность, а потом твердеть и рассыпаться на крупинки. Крупинки захватываются потоком и попадают в сопло, забивая его.
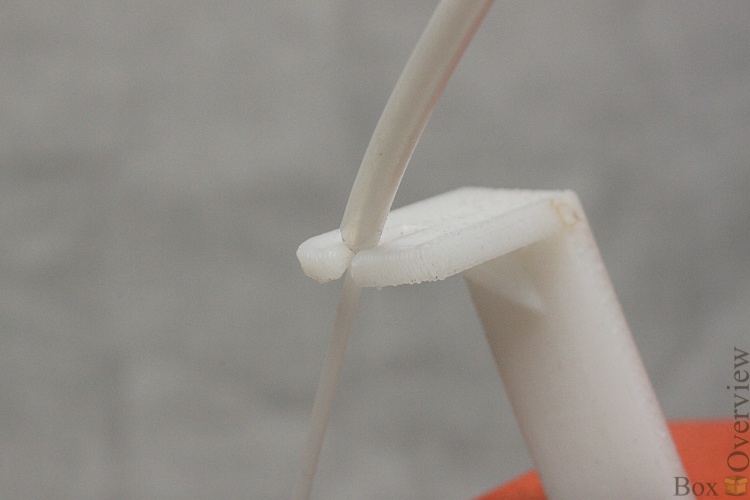
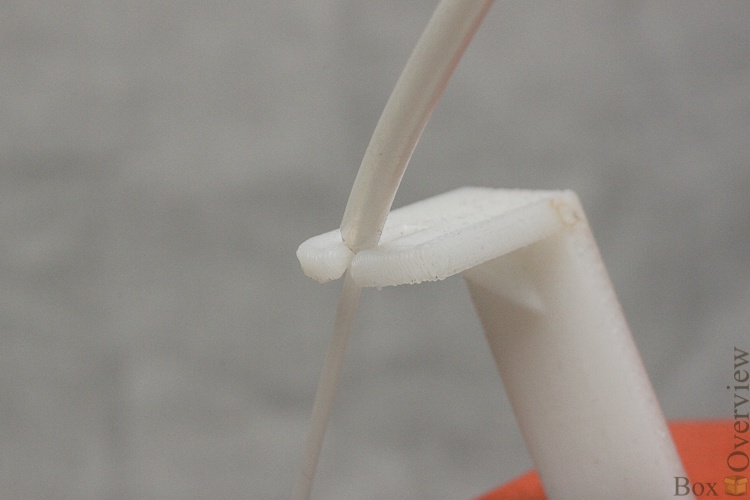
Такая проблема тоже решается — трубку делают из фторопласта, к которому пластик просто не прилипает. Но получаются еще одну проблему — необходимость очень прочто герметизировать стыки — фторопласт очень текуч под давлением и вылезет в виде пузыря в самую крохотную щель (потому как давление внутри головки достаточно большое). Вот например фторопластовая трубка которая под давлением вылезла в стык между головкой и трубкой:

Например, пиарю замечательного человека, который описывает в дневнике сборку и работу RepRap-принтера, и который непонаслышке знает о этим проблемах с соплом. У него я и украл две предыдущие картинки. Вот например тут он рассказывает о проектировании сопла, а вот тут о том, с каким проблемами они столкнулись.
Производители UP не стали об этом думать, и сделали подающую трубку минимальной длинны, а достаточный градиент температур создали радиатором и вентилятором. Это полностью убирает эти проблемы — пластик у меня ни разу не застрял и шестерня движка захватывала его без всяких проблем, хотя принтер работал практически постоянно в течении суток. Единственный минус такого решения — вентилятор довольно шумный, и зачастую перекрывает шум от шаговых двигателей. Но в общем, шумит принтер при работе не более, чем ноутбук при нагреве или компьютер.
► Подготовка и первая печать
Несмотря на принцип «Сначала попробовать, а потом читать инструкцию», я пересилил себя, и не желая испортить принтер все-таки скачал  руководство пользователя с русского сайта и прочитал его. Предостерегаю вас от этого, оно описывает сборку, установку и настройку старой версии, а изменение с новой там достаточно. Там описывает установка податчика нити(его нет в новой модели), установки печатающей головки(она уже установлена), неправильный процесс установки высоты головки, и процесс покраски платформы, вместо настройки высоты для перфорированной пластины.
руководство пользователя с русского сайта и прочитал его. Предостерегаю вас от этого, оно описывает сборку, установку и настройку старой версии, а изменение с новой там достаточно. Там описывает установка податчика нити(его нет в новой модели), установки печатающей головки(она уже установлена), неправильный процесс установки высоты головки, и процесс покраски платформы, вместо настройки высоты для перфорированной пластины.
Скачайте лучшеверсию с офсайта, там много картинок. Хотя и она не отражает всей действительности. Например, там есть несколько инструментов, которых не оказалось в комплекте с принтером, и описывается версия программы, которая делает калибровку автоматически печатая несколько полос с разной высотой.
Поэтому до некоторых тонкостей пришлось доходить своим умом. Распаковываем принтер, снимаем фиксаторы из зеленого пластика(один крепит печатающую головку, второй — платформу)
Подключаем принтер к блоку питания и компьютеру, устанавливаем скачанную программу, показываем винде на папку с драйверами.
После установки драйверов, запускаем программу, выбираем в меню пункт Initialize, дожидаемся пока принтер перестанет двигать частями и пищать. Берем площадку из текстолита, закрепляем ее на платформе. Набор винтов и отверстия в платформе и площадке нам намекают на то, что платформу надо ими прикрутить:
Но это обманчивое впечатление. Так сделать можно, но этому жутко неудобно — для снятия площадки надо ее каждый раз откручивать. Мы поступим хитрее, и купим в канцелярском магазине набор прищепок для документов самого маленького размера:

2 штуки отлично зажимают площадку и подходят для маленьких обьектов:

Для больших моделей нужны будут 4 шутки — иначе платформу немного выгибает из-за теплового расширения пластика. Дальше нам надо выставить высоту печатающей головки — расстояние от сопла до площадки. Делается это в программе:
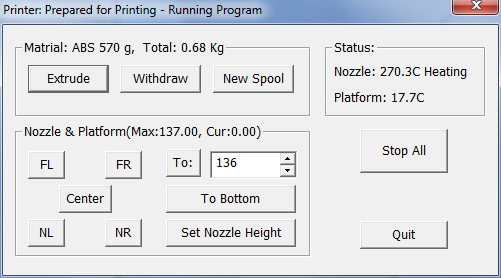
Выставляет высоту, например 130, нажимаем To и следим за платформой. Постепенно увеличивая высоту, добиваемся сокращение просвета между платформой и головкой. У меня эта высота составили 133.4, а после очистки головки стала 133.6. После того, как вы нашли высоту, нажимаем Set Nozzle Height, OK.
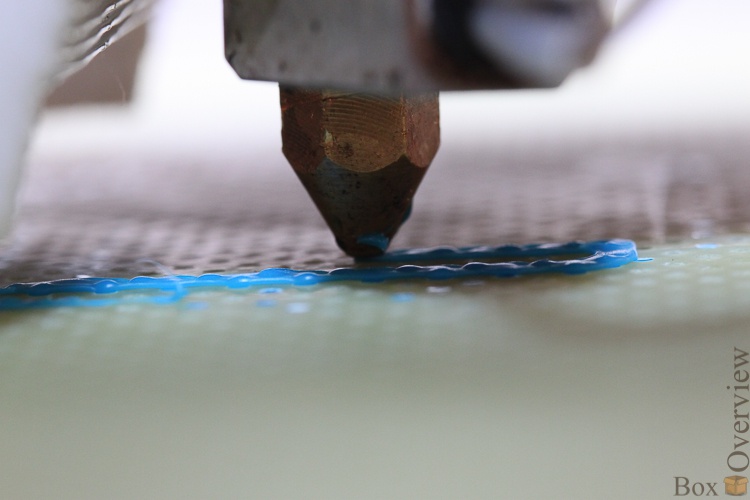
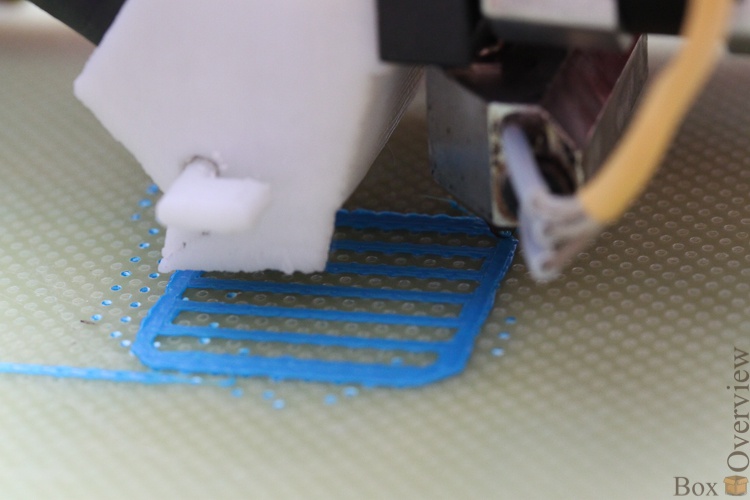
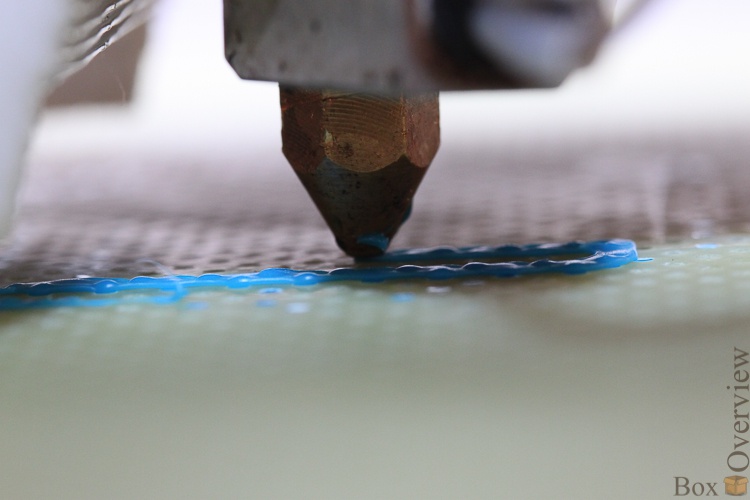
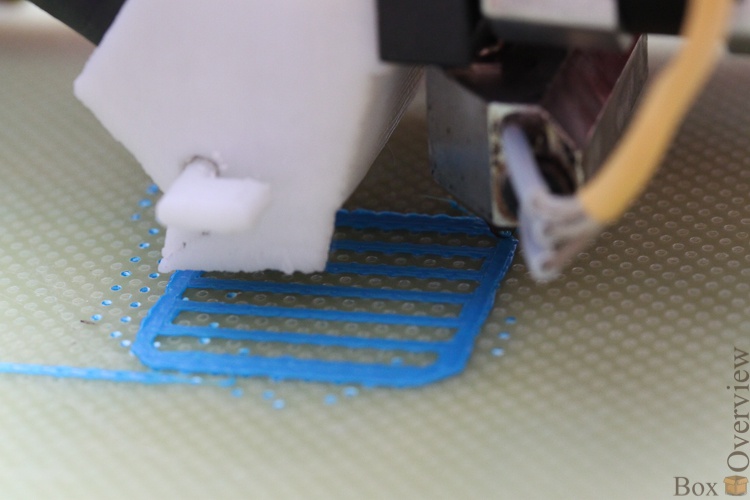
Дело тут вот в чем. В платформе — дырки. Много дырок. При печати подложки, для того, чтобы пластик не отлип от платформы головка экструдера выдавливает мягкий пластик в эти дырки, закрепляя подложку. Калибровкой надо найти такую высоту, чтобы пластик не загонялся полностью в дырки, но и лежал на их поверхности. Примерно вот так:
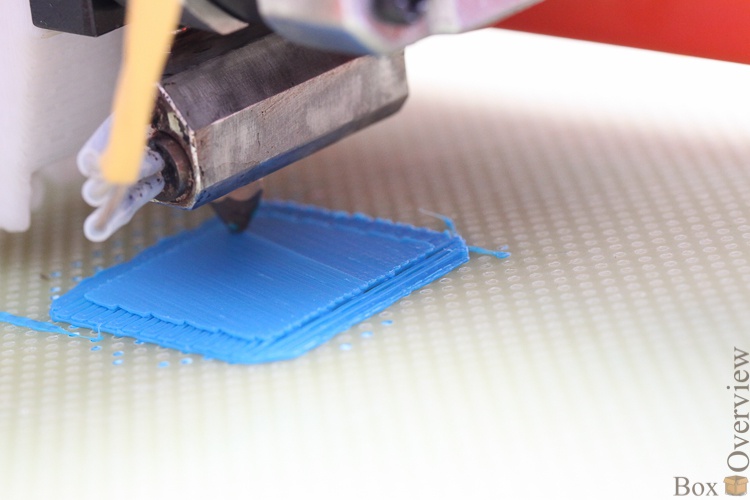
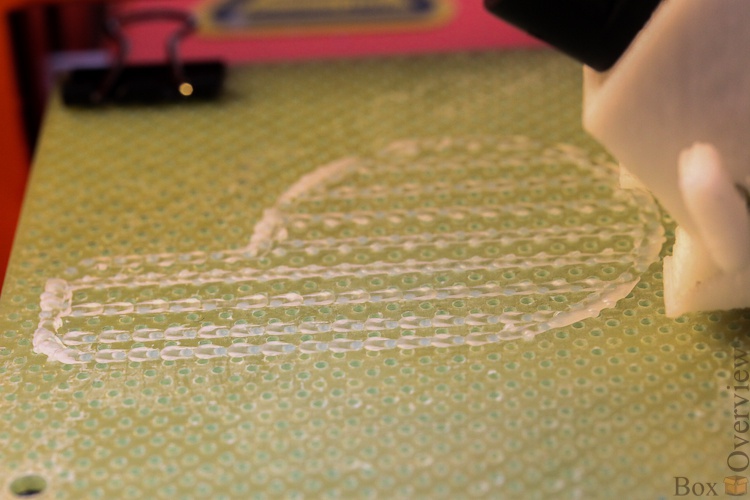
Плоская колбаска на поверхности площадки. Не тонкий полупрозрачный слой, и не круглая колбаса. Вот пример как делать не надо — будет почти невозможно оторвать модель от подложки:
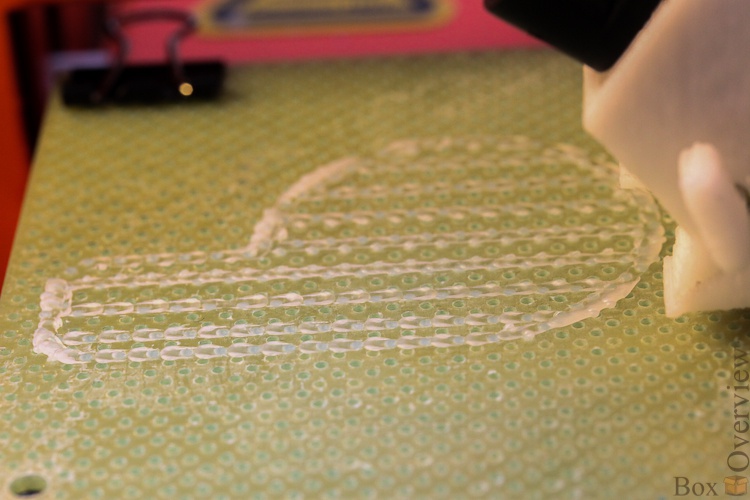
Вообще, принтер не очень строг к ошибкам, и если вы выставите немного не ту высоту, ничего страшного не произойдет. Если она будет слишком большая (т.е. головка слишком близко к поверхности), то у вас в платформе останутся дырки, заполненные пластиком:

Хотя они и так появятся со временем. Пластик можно вытолкнуть иголкой или просто бросить площадку в ацетон на пару часов — пластик растворится.
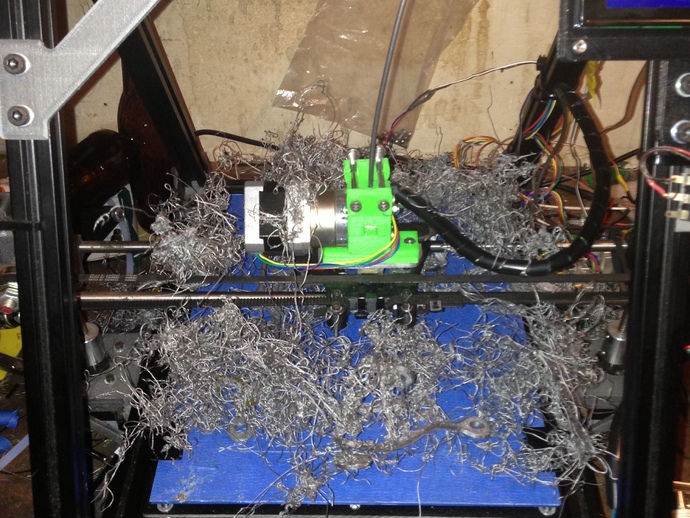
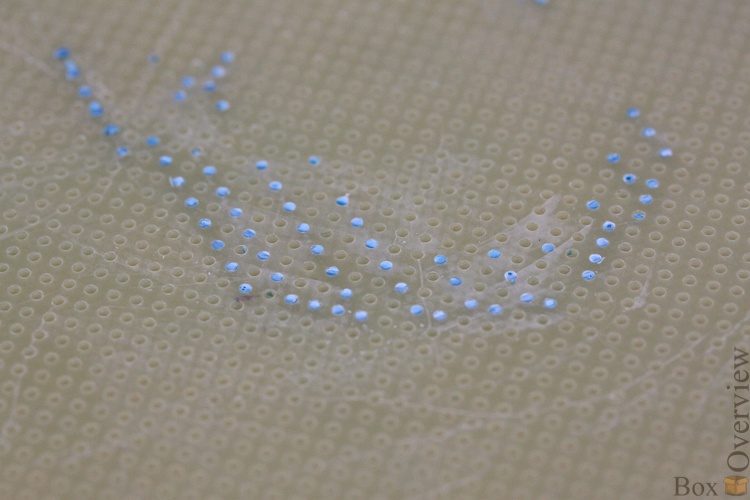
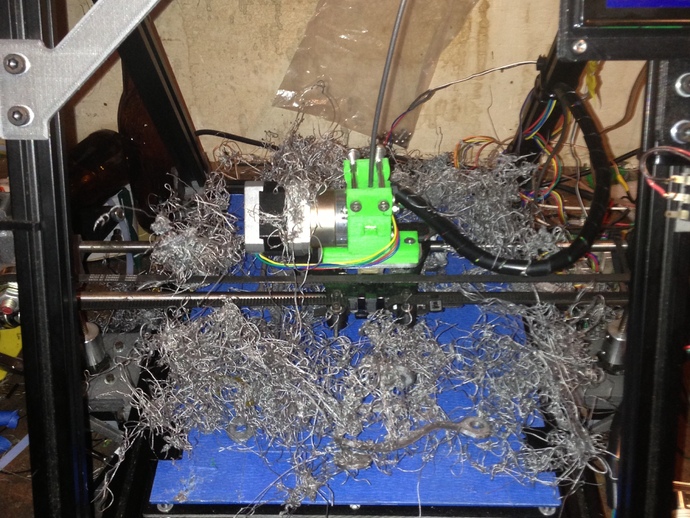
Если высота будет маленькая(т.е. слишком далеко от поверхности), то модель не будет держаться на платформе, и может деформироваться в процессе печати. Или слететь с платформы вообще при резком движении — если пластик вообще не попадает в дырки. В таком случае, вы станете свидетелем занимательного зрелища — Angels hair. Принтер и дальше будет работать по программе, двигая головкой и выдавливая пластик, который уже не будет налипать на модель, а застывать в воздухе. Выглядит это примерно вот так:
Или, мой вариант. Фотография дерьмо, поэтому я ее не показываю.
В любом случае, ничего испортить в принтере таким способом не удастся, разве что испачкаете головку, поэтому можно экспериментировать — напечатать пару моделей на разных настройках и понять принцип, после чего можно будет уже калибровать в прямом смысле «на глаз» — просто оценивая зазор. Хотя, это надо делать довольно редко — только при смене сопла экструдера, или снятии-установки печатающей головки.
В английской версии руководства эта процедура тоже описана, но у них какая-то другая версия программы, которая сама печатает несколько тестовых полосок и калибровка сводится к выбору самой удачной. У меня программа была не такая умная, и ничего подобного она сделать не предлагала.
Устанавливаем катушку с пластиком на держатель, освобождаем конец пластика, продеваем его через крепление держателя:
Пропускаем пластик через трубочку из комплекта, так, чтобы одним концом трубочка уперлась в держатель, а другим — в печатающую головку.
Соответственно, кончик пластика должен уйти внутрь головки.
Заходим в Maintenance, нажимаем кнопку To Bottom(если платформа наверху), чтобы пластик не размазался по ней, потом кнопку New spool, выбираем тип пластика — ABS и вес по умолчанию, 700 грамм.
Вес нужен программе, чтобы не начать печатать модель, на которую гарантировано не хватит пластика. Если вы при каждой смене катушку будете вводить вес пластика на ней, то программа будет отнимать от веса пластика вес текущей модели, и когда остатком пластика не хватит, вам об этом сообщит. А тип пластика надо выбирать, потому что у них разная температура плавления. Вот тут уже стоит отнестись к этому серьезно, и все таки прочитать на упаковке, какой тип пластика вы сейчас ставите в принтер. Неправильный выбор может теоретически испортить сопло, или нагревательную головку.
Нажимаем кнопку Extrude. Принтер попищит, потом нагреется, потом опять попищит, и выдавит из солпа струйку пластика:

Все, это означает система подачи и нагрева в норме, а настройка закончена.
Теперь можно сходить на thingiverse.com, выбрать любую модель, скачать STL файл, и загрузить его в программу двойным кликом по нему, или через меню Open в самой программе.
Если модель помещается в рабочую область, то нажимаем Auto Place, потом Print, и в окне нажимаем OK. О всех остальных параметрах я расскажу позже, сейчас у нас одна задача — напечатать хоть что-нибудь.
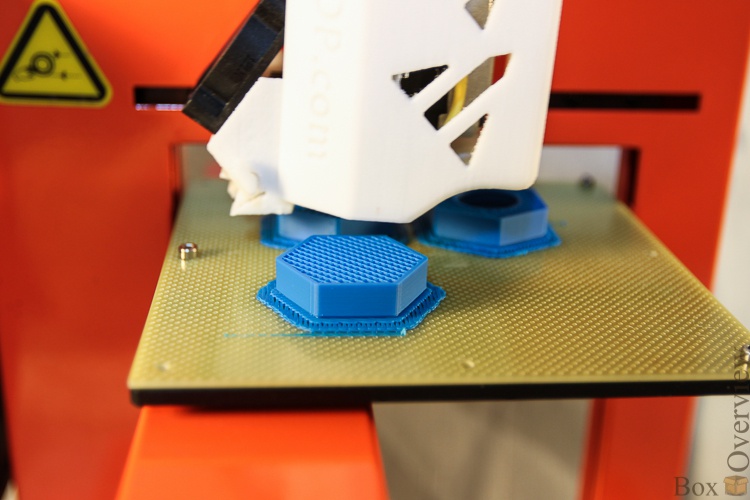
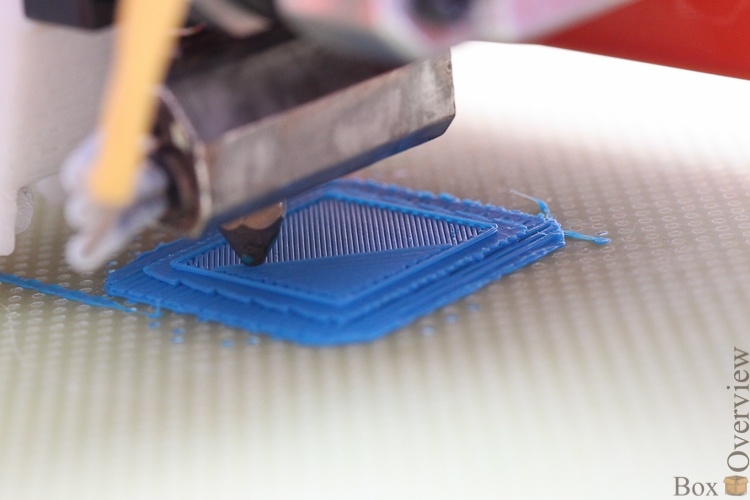
Программа рассчитает положку и поддержку, нарежет модель на слои, отправит их в принтер(может быть довольно долго, если модель большая), после нагрева головки и платформы, принтер наконец начнет печатать:
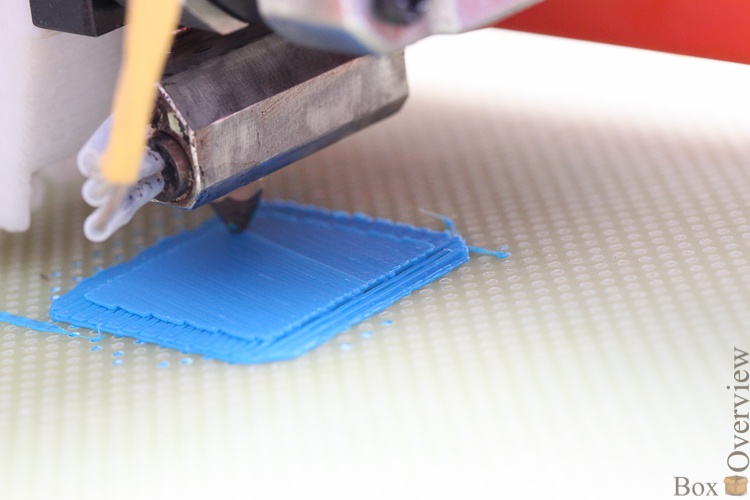
Слой за слоем, крепление к платформе, потом первый слой подложки:

Потом второй:
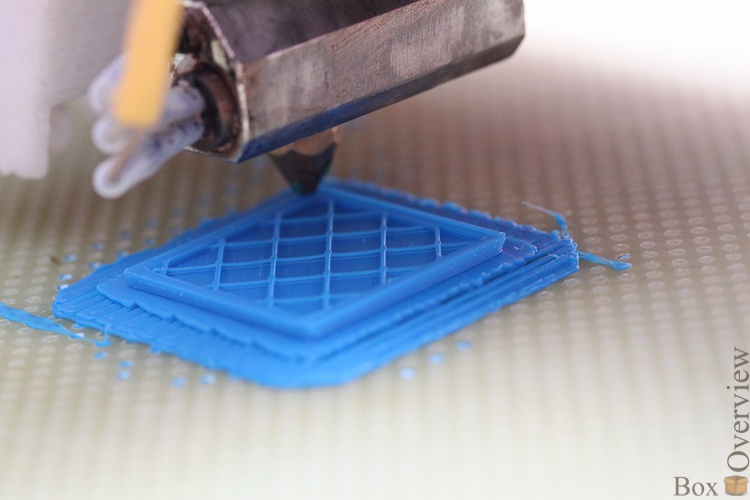
Потом еще пару слоев:
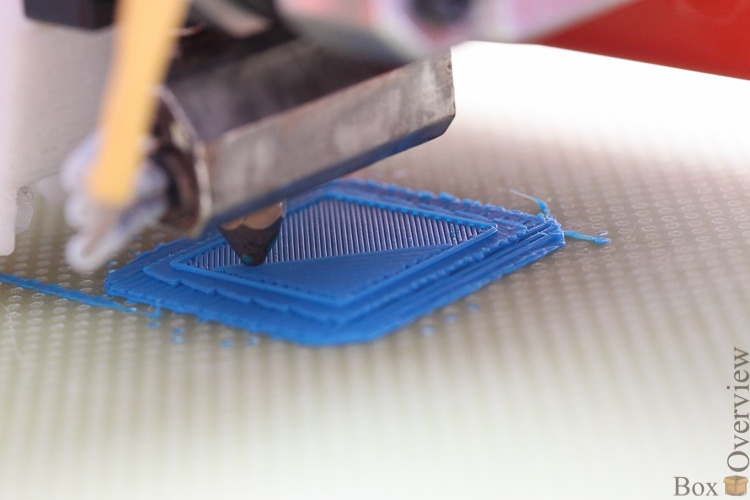
А потом и сам обьект:

В данном случае кубик:
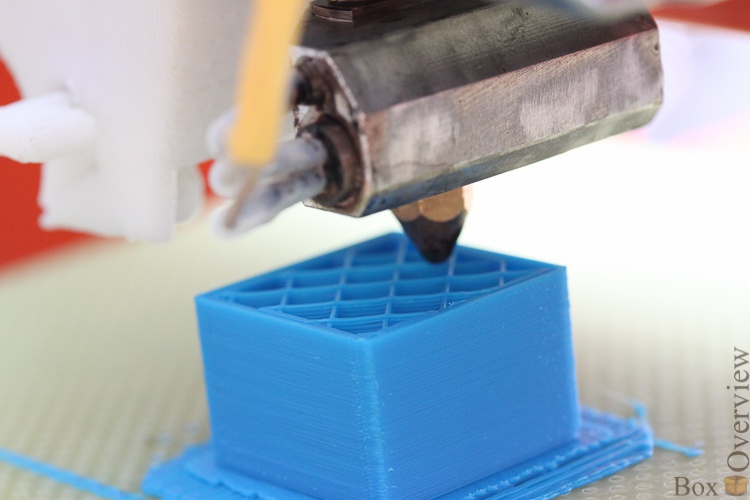
Поздравляем, у васмальчик эээ… кубик.
► Стоимость
Стоимость принтера — 69900 рублей при покупке в 3DP Home.
При покупке на сайте производителя, принтер обойдется в $1499 + $192 = $1691.
Стоимость катушки пластика весом 700 грамм стоит 2400 рублей и $70 соответственно.
Правда, пластик толщиной 1.75мм можно купить у многих компаний, если не заморачиваться «фирменностью», и гораздо дешевле. Но решение проблем из-за качества пластика ложится на вас — как минимум придется сделать фильтр, который очищает внешнюю строну пластика от налипшей пыли.
► Ссылки
 Компания-производитель принтера
Компания-производитель принтера
 Официальный дистрибьютор в РФ, компания 3DP Home
Официальный дистрибьютор в РФ, компания 3DP Home
 Обзор предыдущей версии принтера от 3dnews
Обзор предыдущей версии принтера от 3dnews
Если у вас нет аккаунта на Хабрахабре, вы можете читать и комментировать наши статьи на сайте BoxOverview.com

По классификации принтеров, которую я уже описывал, принтер относится к классу «X Head/ZY Bed». Если говорить простым языком — головка перемещается только по оси X(если смотреть на принтер спереди — вправо-влево. Впрочем, если смотреть на принтер сзади, будет тоже самое), а платформа, на которой находит печатающий обьект — вверх-вниз, и ближе-дальше. В общем-то, UP это единственный известный принтер этой категории.
► Принтер
Из магазина принтер приезжает в обычной картонной коробке без опознавательных знаков, не считая маленькой синей наклейки PP3DP. Коробка настолько скучна и обыденна по сравнению с самим принтером, что я даже не стал ее фотографировать(вру, я просто забыл это сделать, потому что хотел начать печатать). Комплект поставки необычен. Хотя, он необычен ровно настолько, сколько необычно само устойство. Думается мне, что через десять лет мы будем писать «Комплектация довольно скудная — нет ни дополнительных картриджей с силиконом, ни роборуки, снимающей с подставки — о чем тут писать..»
Так вот, о комплекте подставки. В него входят: сам принтер:

И катушка на 700 грамм ABS-пластика:
Большой и тяжелый блок питания почти на 200W, от фирмы HP с их фирменным разъемом:

Такая мощность нужна в первую очередь для работы нагревателя экструдера и шаговых двигателей, перемещающих печатающую головку и платформу.

Три специальных перфорированных платформы, кучка винтов(большинство из них не нужны для работы принтера, и пролежали все время у меня в пакетике), 3 отвертки, которые подходят ко всем винтам, которые есть в принтере, и ключ для снятия сопла:

Это конечно хорошо, что производители позаботились о том, чтобы пользователь мог разобрать и собрать принтер(не для этого ли в комплекте лежат дополнительные винты?), но на деле оказывается что для пользователя доступна только печатающая головка, а на самом корпусе принтера стоит гарантийная пломба:

Впрочем, принтер позиционируется как вариант «включил и начинай печатать», что действительно так — за время использования мне не потребовалось делать что-то труднее снятия сопла для прочистки — я об этом расскажу, посколько руководство это описывает довольно скудно. Ну и естественно — «пока ты не разобрал устройство, ты не можешь считаться его хозяином». Ну ладно, за пломбу мы лезть не будем, но вот что разбирается — печатающую головку, мы еще разберем.
Ладно, переходим к самому принтеру.
В верхней части принтера находится печатающая головка, практически полностью закрытая крышкой с названием сайта производителя:

Впрочем, крышка легко снимается. Мне больше нравится когда она снята, потому что так видно сам экструдер и процесс печати:

Головка состоит из нагревательного элемента, к которой подходят два провода — питание нагревателя и термодатчик:
В нагревательный элемент вкручивается сопло с калиброванным отверстием, через которые и выдавливается пластик.

Сбоку печатающей головки — маленький вентилятор:

Его функция — вместе с нагревателем создавать градиент температур. написал предыдущее предложение, и понял, что я попал. Потому что теперь мне придется объяснять почему там стоит вентилятор, зачем нужен градиент температур, и что вообще это такое. Поскольку это тянет на отдельную часть, я сначала расскажу о остальных частях принтера, а потом уже напишу о этих шутках. Но особо нетерпеливые, могут прочитать сразу
Дальше я разберу (в прямом и переносном смыслах) печатающую головку, поэтому сейчас на ней останавливаться не буду. Идем дальше, тоесть ниже. Ниже находится
Она может быть как очень ниже, так и не очень ниже, потому как двигается вверх-вниз, в зависимости от высоты модели. Напечатали один слой — сдвинули платформу вниз, печатаем следующий. И так раз за разом.
На штанге, которая держит платформу — предупреждающий значок:

Действительно, платформа подогревается во время работы, это сделано для того, чтобы пластик не сорвало с нее из-за температурной деформации.
Она греется не так сильно, как сопло и головка, но схватившись за нее, легкий ожог получить вполне можно. Кстати, нагрев не спасает от температурной деформации — при печати больших по площади деталей перфорированную платформу все равно выгибает довольно сильно, и ее надо хорошо крепить по углам, чтобы модель не получилась изогнутой.
Снизу платформы — ее крепление и способ калибровки в виде трех подпружиненных винтов:

С их помощью можно компенсировать изгиб платформы или ее наклон. Помимо этого, в программе еще существует программный способ калибровки.
На обратной стороне П-образной штанги — ряд винтов и крепеж для шлейфа головки (напечатанный):
Сбоку(видно на первой фотографии) — крепление для катушки пластика, тоже, кстати, напечатанный. Его надо достать из коробочки и прикрепить одним винтом, после чего повесить на него катушку.
Нижняя часть принтера состоит из основания, в котором находится электроника, и часть механики, ответственная за подъем платформы. На передней части — светодиод состояния, и кнопка включения/выключения/инициализации:

Зачем там наклейка с надписью — я не знаю. Однократное нажатие кнопки включит принтер, второе нажатие — начнет инициализацию(установку нуля по трем осям), а долгое нажатие — выключит принтер.
Светодиод показывает состояние принтера, но делает это довольно бестолково — мигает быстро при загрузке модели с компьютера, мигает медленно при печати, перестает мигать при проблемах.
По бокам — вентиляционные отверстия и гарантийная пломба. А вот сзади уже интереснее — разьемы и кнопка питания:

Вот, слева направо, разьем питания, разьем питания податчика(в новой модели не используется), кнопка выключения питания.

Кстати, кнопка выключения питания расположена неудобно. В случае проблем — например вы случайно сдвинули платформу и головка уперлась и буксует в модели, или просто стукнулась в крепеж, вы первым делом хотите выключить принтер. Как вы это сделаете? Просунете руку под платформой и нажмете выключатель. Электроника и моторы вырубается и платформа аки гильотина падает на вашу руку. Она конечно, в нижней части где штанга не горячая, и не очень тяжелая, но первый раз это неожиданно. Вот если бы разместить кнопку выключения сбоку — проблем бы не было.
Податчик был в первой модели принтера(которая называлась просто UP), и в версии Plus, которую я описываю, уже перенесен в головку. А вот разьем остался. Дальше у нас идет наклейка:
Рассказывающая о названии, модели, и серийном номере, а так же показывающая аппетит принтера — почти 10 ампер при 20 вольтах это довольно много. Далее, в самом углу притаился USB-разъем:

Кстати, расположен он тоже неудобно — прям под двигателем. Он его конечно не задевает, но вот вставлять его неудобно. Хотя, это я уже загоняюсь — вставлял я его два раза всего — в первый раз, и когда переставлял принтер на другой стол.
► Занимательная реология или о градиенте температур.
Разбираясь с принтером и печатью, я неожиданно для себя узнал, что для простой задачи выдавливания нагретого пластика необходимо учитывать довольно сложные физические свойства пластика.Если вкратце: просто нагревать головку не выйдет — пластик не переходит как вода сразу из твердого состояния в жидкое, а сначала становится мягким. Вот эта самая мягкость пластика — явление вредное и производители принтеров с ним всячески борются, как можно более уменьшая количество пластика с температурой стеклования. Делается это созданием градиента температур, при котором внутри головки и ниже находится жидкий пластик, а в подающей трубке и выше — еще твердый.
Дело в том, что давление, необходимое для продавливания вязкого (даже в «жидком» состоянии) пластика создается не насосом, а самим прутком — его с силой вдавливает в головку шестерня с зазубринами, надетая на вал шагового мотора. Пруток давит на расплав пластика, и тому ничего не остается как выходить через отверстие сопла. Проходящий дальше пруток расплавляется, и на него уже давит следующая часть прутка.
Но вот пластик при температуре стеклования имеет интересные свойство — он вроде и мягкий, и подвержен деформации, но в то же время о стенки подающей трубки трется как твердое тело.
Разные проекты реализуют этот узел по разному — кто-то делает трубку просто достаточно длинной, чтобы температура упала сама, но получает другую проблему — чем длиннее трубка, тем более высокие требования предъявляются к гладкости внутренних стенок и стыков.
Если она где-то начнет расширяться или сужаться, или в стенке трубки появится не то что каверна, а просто углубление или заусеница, то рядом с этим место возникнут завихрения потока пластика и его застой. Застой — это когда поток пластика идет по кратчайшему пути к соплу, в вокруг него находится расплавленный пластик, который двигается медленнее потока или не двигается вообще. Время жизни пластика при высокой температуре ограничено несколькими минутами, потому он начинает пузыриться, терять пластичность, а потом твердеть и рассыпаться на крупинки. Крупинки захватываются потоком и попадают в сопло, забивая его.
Такая проблема тоже решается — трубку делают из фторопласта, к которому пластик просто не прилипает. Но получаются еще одну проблему — необходимость очень прочто герметизировать стыки — фторопласт очень текуч под давлением и вылезет в виде пузыря в самую крохотную щель (потому как давление внутри головки достаточно большое). Вот например фторопластовая трубка которая под давлением вылезла в стык между головкой и трубкой:

Например, пиарю замечательного человека, который описывает в дневнике сборку и работу RepRap-принтера, и который непонаслышке знает о этим проблемах с соплом. У него я и украл две предыдущие картинки. Вот например тут он рассказывает о проектировании сопла, а вот тут о том, с каким проблемами они столкнулись.
Производители UP не стали об этом думать, и сделали подающую трубку минимальной длинны, а достаточный градиент температур создали радиатором и вентилятором. Это полностью убирает эти проблемы — пластик у меня ни разу не застрял и шестерня движка захватывала его без всяких проблем, хотя принтер работал практически постоянно в течении суток. Единственный минус такого решения — вентилятор довольно шумный, и зачастую перекрывает шум от шаговых двигателей. Но в общем, шумит принтер при работе не более, чем ноутбук при нагреве или компьютер.
► Подготовка и первая печать
Несмотря на принцип «Сначала попробовать, а потом читать инструкцию», я пересилил себя, и не желая испортить принтер все-таки скачал  руководство пользователя с русского сайта и прочитал его. Предостерегаю вас от этого, оно описывает сборку, установку и настройку старой версии, а изменение с новой там достаточно. Там описывает установка податчика нити(его нет в новой модели), установки печатающей головки(она уже установлена), неправильный процесс установки высоты головки, и процесс покраски платформы, вместо настройки высоты для перфорированной пластины.
руководство пользователя с русского сайта и прочитал его. Предостерегаю вас от этого, оно описывает сборку, установку и настройку старой версии, а изменение с новой там достаточно. Там описывает установка податчика нити(его нет в новой модели), установки печатающей головки(она уже установлена), неправильный процесс установки высоты головки, и процесс покраски платформы, вместо настройки высоты для перфорированной пластины.Скачайте лучше
версию с офсайта, там много картинок. Хотя и она не отражает всей действительности. Например, там есть несколько инструментов, которых не оказалось в комплекте с принтером, и описывается версия программы, которая делает калибровку автоматически печатая несколько полос с разной высотой.Поэтому до некоторых тонкостей пришлось доходить своим умом. Распаковываем принтер, снимаем фиксаторы из зеленого пластика(один крепит печатающую головку, второй — платформу)
Подключаем принтер к блоку питания и компьютеру, устанавливаем скачанную программу, показываем винде на папку с драйверами.
После установки драйверов, запускаем программу, выбираем в меню пункт Initialize, дожидаемся пока принтер перестанет двигать частями и пищать. Берем площадку из текстолита, закрепляем ее на платформе. Набор винтов и отверстия в платформе и площадке нам намекают на то, что платформу надо ими прикрутить:
Но это обманчивое впечатление. Так сделать можно, но этому жутко неудобно — для снятия площадки надо ее каждый раз откручивать. Мы поступим хитрее, и купим в канцелярском магазине набор прищепок для документов самого маленького размера:

2 штуки отлично зажимают площадку и подходят для маленьких обьектов:

Для больших моделей нужны будут 4 шутки — иначе платформу немного выгибает из-за теплового расширения пластика. Дальше нам надо выставить высоту печатающей головки — расстояние от сопла до площадки. Делается это в программе:

Выставляет высоту, например 130, нажимаем To и следим за платформой. Постепенно увеличивая высоту, добиваемся сокращение просвета между платформой и головкой. У меня эта высота составили 133.4, а после очистки головки стала 133.6. После того, как вы нашли высоту, нажимаем Set Nozzle Height, OK.
Дело тут вот в чем. В платформе — дырки. Много дырок. При печати подложки, для того, чтобы пластик не отлип от платформы головка экструдера выдавливает мягкий пластик в эти дырки, закрепляя подложку. Калибровкой надо найти такую высоту, чтобы пластик не загонялся полностью в дырки, но и лежал на их поверхности. Примерно вот так:
Плоская колбаска на поверхности площадки. Не тонкий полупрозрачный слой, и не круглая колбаса. Вот пример как делать не надо — будет почти невозможно оторвать модель от подложки:
Вообще, принтер не очень строг к ошибкам, и если вы выставите немного не ту высоту, ничего страшного не произойдет. Если она будет слишком большая (т.е. головка слишком близко к поверхности), то у вас в платформе останутся дырки, заполненные пластиком:
Хотя они и так появятся со временем. Пластик можно вытолкнуть иголкой или просто бросить площадку в ацетон на пару часов — пластик растворится.
Если высота будет маленькая(т.е. слишком далеко от поверхности), то модель не будет держаться на платформе, и может деформироваться в процессе печати. Или слететь с платформы вообще при резком движении — если пластик вообще не попадает в дырки. В таком случае, вы станете свидетелем занимательного зрелища — Angels hair. Принтер и дальше будет работать по программе, двигая головкой и выдавливая пластик, который уже не будет налипать на модель, а застывать в воздухе. Выглядит это примерно вот так:
Или, мой вариант. Фотография дерьмо, поэтому я ее не показываю.
В любом случае, ничего испортить в принтере таким способом не удастся, разве что испачкаете головку, поэтому можно экспериментировать — напечатать пару моделей на разных настройках и понять принцип, после чего можно будет уже калибровать в прямом смысле «на глаз» — просто оценивая зазор. Хотя, это надо делать довольно редко — только при смене сопла экструдера, или снятии-установки печатающей головки.
В английской версии руководства эта процедура тоже описана, но у них какая-то другая версия программы, которая сама печатает несколько тестовых полосок и калибровка сводится к выбору самой удачной. У меня программа была не такая умная, и ничего подобного она сделать не предлагала.
Устанавливаем катушку с пластиком на держатель, освобождаем конец пластика, продеваем его через крепление держателя:
Пропускаем пластик через трубочку из комплекта, так, чтобы одним концом трубочка уперлась в держатель, а другим — в печатающую головку.

Соответственно, кончик пластика должен уйти внутрь головки.
Заходим в Maintenance, нажимаем кнопку To Bottom(если платформа наверху), чтобы пластик не размазался по ней, потом кнопку New spool, выбираем тип пластика — ABS и вес по умолчанию, 700 грамм.
Вес нужен программе, чтобы не начать печатать модель, на которую гарантировано не хватит пластика. Если вы при каждой смене катушку будете вводить вес пластика на ней, то программа будет отнимать от веса пластика вес текущей модели, и когда остатком пластика не хватит, вам об этом сообщит. А тип пластика надо выбирать, потому что у них разная температура плавления. Вот тут уже стоит отнестись к этому серьезно, и все таки прочитать на упаковке, какой тип пластика вы сейчас ставите в принтер. Неправильный выбор может теоретически испортить сопло, или нагревательную головку.
Нажимаем кнопку Extrude. Принтер попищит, потом нагреется, потом опять попищит, и выдавит из солпа струйку пластика:

Все, это означает система подачи и нагрева в норме, а настройка закончена.
Теперь можно сходить на thingiverse.com, выбрать любую модель, скачать STL файл, и загрузить его в программу двойным кликом по нему, или через меню Open в самой программе.
Если модель помещается в рабочую область, то нажимаем Auto Place, потом Print, и в окне нажимаем OK. О всех остальных параметрах я расскажу позже, сейчас у нас одна задача — напечатать хоть что-нибудь.
Программа рассчитает положку и поддержку, нарежет модель на слои, отправит их в принтер(может быть довольно долго, если модель большая), после нагрева головки и платформы, принтер наконец начнет печатать:
Слой за слоем, крепление к платформе, потом первый слой подложки:

Потом второй:
Потом еще пару слоев:
А потом и сам обьект:
В данном случае кубик:

Поздравляем, у вас
► Стоимость
Стоимость принтера — 69900 рублей при покупке в 3DP Home.При покупке на сайте производителя, принтер обойдется в $1499 + $192 = $1691.
Стоимость катушки пластика весом 700 грамм стоит 2400 рублей и $70 соответственно.
Правда, пластик толщиной 1.75мм можно купить у многих компаний, если не заморачиваться «фирменностью», и гораздо дешевле. Но решение проблем из-за качества пластика ложится на вас — как минимум придется сделать фильтр, который очищает внешнюю строну пластика от налипшей пыли.
► Ссылки
 Компания-производитель принтера
Компания-производитель принтера Официальный дистрибьютор в РФ, компания 3DP Home
Официальный дистрибьютор в РФ, компания 3DP Home Обзор предыдущей версии принтера от 3dnews
Обзор предыдущей версии принтера от 3dnewsЕсли у вас нет аккаунта на Хабрахабре, вы можете читать и комментировать наши статьи на сайте BoxOverview.com

{kind=link}