13 и 14 февраля, в одном из павильонов КВЦ Сокольники происходило довольно знаменательное событие — первая в России выставка технологий трехмерной печати. Несмотря на то, что происходила она в будние дни, народу на ней было немало, и люди приезжали на нее не только из других городов, но и из других стран. Посетителей из Украины узнать было легко, они спрашивали цену в долларах.

Мы не просто сходили на выставку, мы еще и поучаствовали в ней, представив два очень интересных продукта. Хотели три, но никак не успевали с доставкой.
Мы привезли и показывали два устройства. Первое — это 3д-ручки 3doodler:
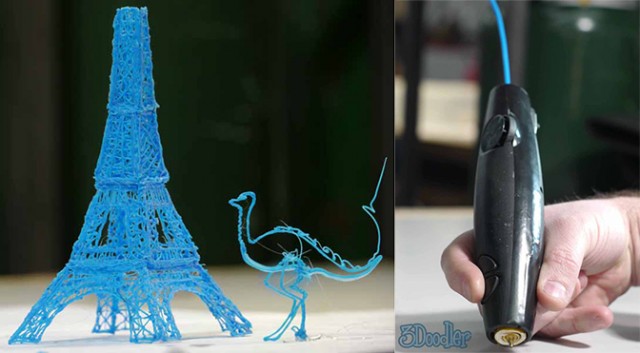
Это ручка, которая по сути является экструдером для принтера в отдельном корпусе. Она так же, как принтер нагревает и выдавливает пластик, и он застывает в воздухе.
Второе — принтер Form 1. Это первый домашний и доступный стереофотолитографический принтер, который может печатать с разрешением слоя 25 микрон, и минимальной толщиной детали 300 микрон.

Хотели привезти еще Buccaneer — самый дешевый из серийных принтеров, стоящий всего 30 тысяч, но ребята еще только
работают над опытными образцами.
Выставка начинается с Большого Светового Табло и маленького стенда вывески:
Хотя, для нас она началась гораздо раньше. Примерно за две недели до события мы узнали о нем, и поняли, что пропустить мы такое не сможем. Нам пришлось очень постараться, чтобы привезти первую партию 3д-ручек 3doodler за такое короткое время. Но тем не менее, мы успели. Хоть и забрали ручки с таможни в день начала выставки.
Вечер накануне выставки. В офис привезли баннеры:

А вместе с ними наконец привезли пропуска на выставку:

Мы взяли два телевизора, промо-материалы, напечатанные на FORM 1 фигурки (я их печатал всю предыдущую неделю, подписчики были в курсе), и поехали смотреть место:
За 10 часов до начала было очень тихо и малолюдно:

Лишь несколько человек доделывали свои стойки. Привозили и раскладывали пластик:

Мы повесили телевизоры, красиво разложили на полках образцы печати:
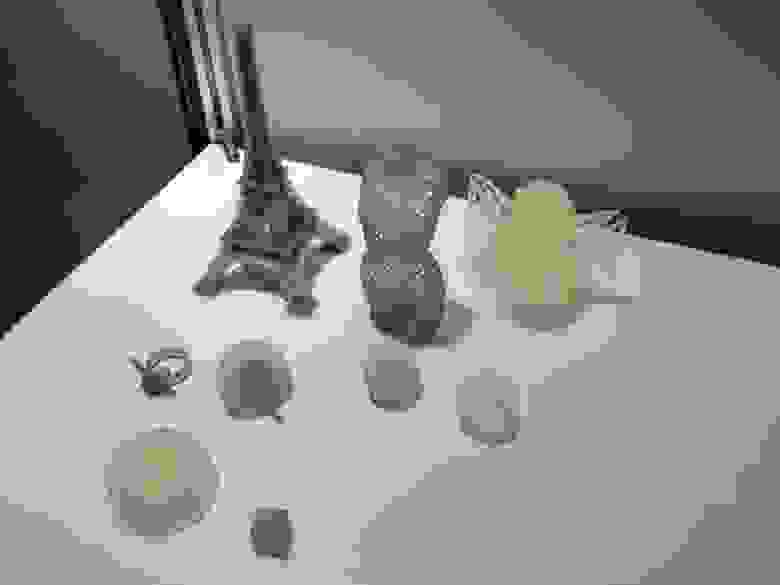
Оцените количество. Забегая вперед, скажу, что к концу выставки оно значительно уменьшилось.

Собственно, больше ничего делать не оставалось, ручки должны были привезти только завтра, а принтер стоял у меня дома, и я его должен был привезти утром.
На следующее утро, встав в 6 утра, я вызвал такси, погрузил туда принтер и отправился на выставку. Было темно и тихо:
Кстати, лайфхак на будущее: если с умным видом тащить тяжелую и большую коробку, билет на выставку не спросят. У меня не спросили.
Не успели мы подготовить стенд до конца, как где-то прорвало плотину и народ попер:
Дальше воспоминания в виде каких-то разрозненных картинок, настолько все было динамично. Я носился по выставке, пытаясь что-то сфотографировать, поесть, рассказать о принтере, поговорить со знакомыми, запустить печать и ответить на вопросы одновременно.
Вот у ni404 берут интервью:

Вот мы печатаем челюсть на принтере по заказу одного из посетителей(файл он принес с собой):

Вот девочка переживает, что у нее не получается рисовать в воздухе:
Кто-то нарисовал Flappy Bird:
Вот дельта-принтер:

Нет, не так. Дельта Принтер, в рост человека:
Вот большой гипсовый принтер, который печатал пряничных человечков:

Вот бумажный принтер:

Чувак, который ходил со своей маленькой фигуркой:

Фигурки были крутые, и в большом количестве:

Правда, зачем они нужны, да еще не не слишком гуманной цене(около 7к за штуку), так мне никто и не сказал.

Вот макеты домов со снимающейся крышей — это другое дело:

Вот нам вручают диплом. А нет, это просто сертификат об участии в выставке:

Вот нас атакуют люди, которые хотят порисовать 3д-фигуры(кстати, на фото есть я):
Некоторые посетители садятся и с первого раза делают офигенные вещи:

А мы к концу второго дня смогли доделать вот такую башню:
А вот российские 3д-принтеры:

И тоже российский фрезер на базе чего-то дремелеподобного:
Светодиодный куб, показывающий что-то непонятное, но эффектное.

Люди, продающие комплекты для сборки принтера по цене(24к), немногим отличающейся от самого принтера(29к):
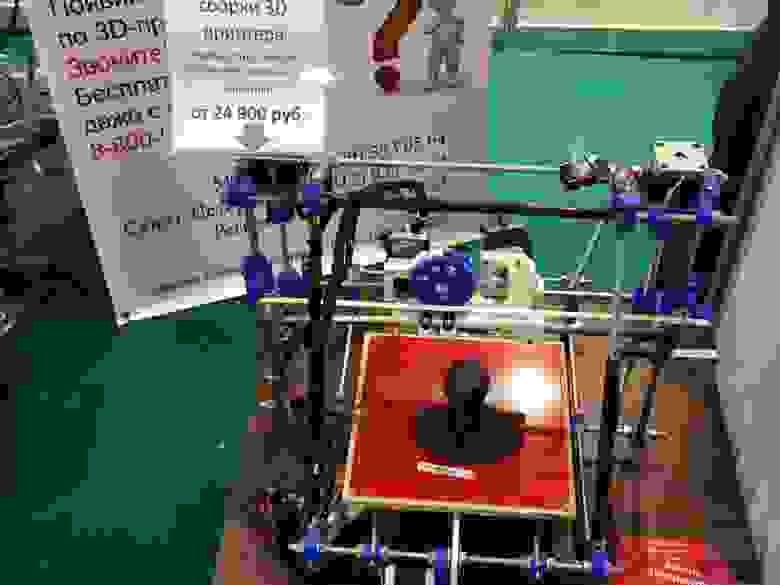
Вот часть стенда с принтером:
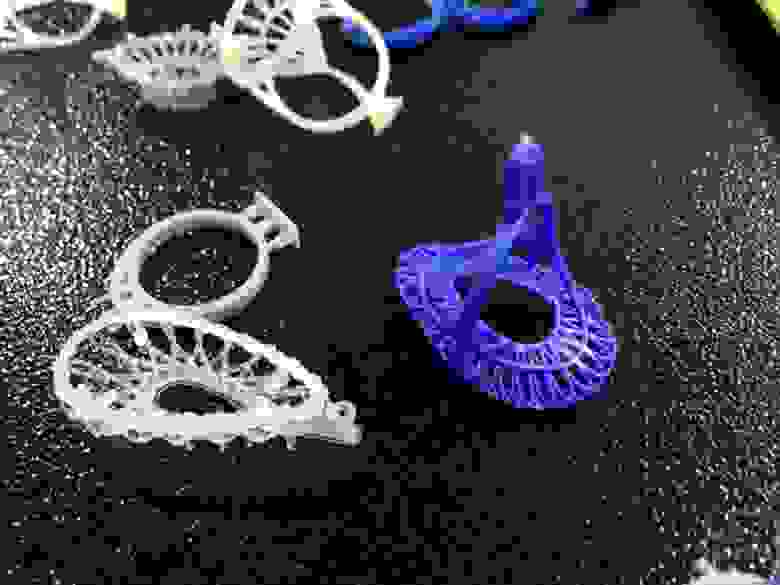
А вот отпечатки для литья по выплавляемым формам. Принтер, которых их печатал стоит около 4 миллионов рублей.
Рядом сидел дядечка-представитель компании, который на нас обиделся. А обиделся он потому, что самый частый вопрос, который ему задавали за два дня, звучал так: «а там рядом form 1, почему при сравнимом качестве ваш принтер стоит 4 миллиона, а их 130 тысяч?»
Где-то рядом делали доклады о истории, технологии и перспективах 3д-печати:

Чуть дальше принтеры печатали шоколадом:

Не только фигурки, но и надписи:

А у нас на стенде все рисовали и рисовали:

Вот то, что осталось от отпечатков к концу второго дня:
Количество фигурок значительно уменьшилось. Нет, их конечно же не крали. Просто люди, очарованные красотой и точностью печати, уходили, забывая(а то и просто не в силах) вернуть фигурки на стенд.
Чтобы как-то снизить концентрацию принтеров(а то еще напечатают десептиконов, а потом город заново отстраивай) на квадратный метр, организаторы позвали компанию шоколатье, которая привезла с собой шоколадные фонтаны и оборудование для изготовление шоколада на месте. Мини-репортаж, «как делают шоколадки».
Все начинается с аппарата, в котором плавят шоколад. Вот такого:
Шоколадка готова:

Заключение
В этот раз, в отличии от GeekPicnic организаторы отработали просто на отлично. Были стенды, была информация на стендах, было какое-никакое зонирование, не было ужасной толкотни вокруг стендов. Мне очень понравилось.
Официальный сайт выставки
Отчет о выставке от MakeItLab
3д-принтер FORM 1 на сайте Madrobots.ru за 129 990р (предзаказ)
3д-принтер BUCCANEER на сайте Madrobots.ru за 29 990р (предзаказ)
3д-ручка 3doodler на сайте Madrobots.ru за 3 990р (предзаказ)



Мы не просто сходили на выставку, мы еще и поучаствовали в ней, представив два очень интересных продукта. Хотели три, но никак не успевали с доставкой.
Что мы представляли
Мы привезли и показывали два устройства. Первое — это 3д-ручки 3doodler:

Это ручка, которая по сути является экструдером для принтера в отдельном корпусе. Она так же, как принтер нагревает и выдавливает пластик, и он застывает в воздухе.
Второе — принтер Form 1. Это первый домашний и доступный стереофотолитографический принтер, который может печатать с разрешением слоя 25 микрон, и минимальной толщиной детали 300 микрон.

Хотели привезти еще Buccaneer — самый дешевый из серийных принтеров, стоящий всего 30 тысяч, но ребята еще только
работают над опытными образцами.
Выставка
Выставка начинается с Большого Светового Табло и маленького стенда вывески:

Хотя, для нас она началась гораздо раньше. Примерно за две недели до события мы узнали о нем, и поняли, что пропустить мы такое не сможем. Нам пришлось очень постараться, чтобы привезти первую партию 3д-ручек 3doodler за такое короткое время. Но тем не менее, мы успели. Хоть и забрали ручки с таможни в день начала выставки.
Вечер накануне выставки. В офис привезли баннеры:

А вместе с ними наконец привезли пропуска на выставку:

Мы взяли два телевизора, промо-материалы, напечатанные на FORM 1 фигурки (я их печатал всю предыдущую неделю, подписчики были в курсе), и поехали смотреть место:

За 10 часов до начала было очень тихо и малолюдно:

Лишь несколько человек доделывали свои стойки. Привозили и раскладывали пластик:

Мы повесили телевизоры, красиво разложили на полках образцы печати:

Оцените количество. Забегая вперед, скажу, что к концу выставки оно значительно уменьшилось.

Собственно, больше ничего делать не оставалось, ручки должны были привезти только завтра, а принтер стоял у меня дома, и я его должен был привезти утром.
На следующее утро, встав в 6 утра, я вызвал такси, погрузил туда принтер и отправился на выставку. Было темно и тихо:

Кстати, лайфхак на будущее: если с умным видом тащить тяжелую и большую коробку, билет на выставку не спросят. У меня не спросили.
Не успели мы подготовить стенд до конца, как где-то прорвало плотину и народ попер:

Дальше воспоминания в виде каких-то разрозненных картинок, настолько все было динамично. Я носился по выставке, пытаясь что-то сфотографировать, поесть, рассказать о принтере, поговорить со знакомыми, запустить печать и ответить на вопросы одновременно.
Вот у ni404 берут интервью:

Вот мы печатаем челюсть на принтере по заказу одного из посетителей(файл он принес с собой):

Вот девочка переживает, что у нее не получается рисовать в воздухе:

Кто-то нарисовал Flappy Bird:

Вот дельта-принтер:

Нет, не так. Дельта Принтер, в рост человека:

Вот большой гипсовый принтер, который печатал пряничных человечков:

Вот бумажный принтер:

Чувак, который ходил со своей маленькой фигуркой:

Фигурки были крутые, и в большом количестве:

Правда, зачем они нужны, да еще не не слишком гуманной цене(около 7к за штуку), так мне никто и не сказал.

Вот макеты домов со снимающейся крышей — это другое дело:

Вот нам вручают диплом. А нет, это просто сертификат об участии в выставке:

Вот нас атакуют люди, которые хотят порисовать 3д-фигуры(кстати, на фото есть я):

Некоторые посетители садятся и с первого раза делают офигенные вещи:

А мы к концу второго дня смогли доделать вот такую башню:

А вот российские 3д-принтеры:

И тоже российский фрезер на базе чего-то дремелеподобного:

Светодиодный куб, показывающий что-то непонятное, но эффектное.

Люди, продающие комплекты для сборки принтера по цене(24к), немногим отличающейся от самого принтера(29к):

Вот часть стенда с принтером:

А вот отпечатки для литья по выплавляемым формам. Принтер, которых их печатал стоит около 4 миллионов рублей.

Рядом сидел дядечка-представитель компании, который на нас обиделся. А обиделся он потому, что самый частый вопрос, который ему задавали за два дня, звучал так: «а там рядом form 1, почему при сравнимом качестве ваш принтер стоит 4 миллиона, а их 130 тысяч?»
Где-то рядом делали доклады о истории, технологии и перспективах 3д-печати:

Чуть дальше принтеры печатали шоколадом:

Не только фигурки, но и надписи:

А у нас на стенде все рисовали и рисовали:

Вот то, что осталось от отпечатков к концу второго дня:

Количество фигурок значительно уменьшилось. Нет, их конечно же не крали. Просто люди, очарованные красотой и точностью печати, уходили, забывая(а то и просто не в силах) вернуть фигурки на стенд.
Как делают кастомные шоколадки:
Чтобы как-то снизить концентрацию принтеров(а то еще напечатают десептиконов, а потом город заново отстраивай) на квадратный метр, организаторы позвали компанию шоколатье, которая привезла с собой шоколадные фонтаны и оборудование для изготовление шоколада на месте. Мини-репортаж, «как делают шоколадки».
Все начинается с аппарата, в котором плавят шоколад. Вот такого:
Осторожно, траффик!
Или такого:

Второй — круче. Потому что у него в емкости и на выходе из трубки разная температура:

Зато первый эффектнее выглядит. Разная температура нужна для того, чтобы залитый в форму шоколад застывал быстрее — так он получается мягче, вкуснее, и с более глянцевой поверхностью.
Шоколад, выходящий из нагревателя выливают в форму:

И ставят на мини-вибростенд. Это надо для того, чтобы из массы вышли все пузыри, а сама она равномерно распределилась по форме.

А теперь можно выложить на шоколаде имя, рисунок, ник, или еще что-нибудь.

После этого будущая плитка отправляется в камеру шоковой заморозки:

И остается там на несколько минут:

Или такого:

Второй — круче. Потому что у него в емкости и на выходе из трубки разная температура:

Зато первый эффектнее выглядит. Разная температура нужна для того, чтобы залитый в форму шоколад застывал быстрее — так он получается мягче, вкуснее, и с более глянцевой поверхностью.
Шоколад, выходящий из нагревателя выливают в форму:
И ставят на мини-вибростенд. Это надо для того, чтобы из массы вышли все пузыри, а сама она равномерно распределилась по форме.
А теперь можно выложить на шоколаде имя, рисунок, ник, или еще что-нибудь.
После этого будущая плитка отправляется в камеру шоковой заморозки:

И остается там на несколько минут:

Шоколадка готова:

Заключение
В этот раз, в отличии от GeekPicnic организаторы отработали просто на отлично. Были стенды, была информация на стендах, было какое-никакое зонирование, не было ужасной толкотни вокруг стендов. Мне очень понравилось.Ссылки
Официальный сайт выставки
Отчет о выставке от MakeItLab
3д-принтер FORM 1 на сайте Madrobots.ru за 129 990р (предзаказ)
3д-принтер BUCCANEER на сайте Madrobots.ru за 29 990р (предзаказ)
3д-ручка 3doodler на сайте Madrobots.ru за 3 990р (предзаказ)
