О статье
Внедрение системы управления складом — задача сложная, но интересная. Наиболее распространенная ошибка конечного пользователя обычно заключается в том, что он уверен во всесильности программного продукта, а начинающего внедренца — в его уверенности в «лучших практиках» и «отраслевых решениях». Склады больше похожи не с точки зрения отраслевой направленности, а с точки зрения технологии хранения и переработки грузов, а «лучшие практики» требуют дополнения реальным опытом. В этой статье я постараюсь охватить основные различия между двумя наиболее часто используемыми технологиями хранения, а также нюансы, которые необходимо учесть для проведения действительно качественного внедрения. Куда уж лучше знать это заранее, чем столкнуться во время go-live, когда каждая минута простоя будет стоить невероятно дорого.
Широкопроходная и узкопроходная технология: введение
Самое распространенное складское оборудование, которое используется при организации системы хранения — это фронтальные стеллажи для поддонов. Выглядят они следующим образом:

Установка их производится — для устойчивости — сдвоенными рядами. А устойчивость совершенно точно нужна, так как вес одной палеты с площадью поддона 1200x800 мм может составлять 1000 кг (на иллюстрации выше, кстати, отображено хранение 2-х палет в одной секции, что более характерно для поддонов площадью 1200x1000 мм, либо 1200x1200 мм, а их вес может быть еще больше). Для того, чтобы размещать или изымать палеты в таком стеллаже, к ряду требуется организовать доступ для подъемно-транспортного обрудования: погрузчик, штабелер, и тому подобное. Тип оборудования подбирается в зависимости от требуемой грузоподъемности и высоты обработки грузов (погрузчик, например, работает примерно до высоты 3-го яруса, а на складе их может быть и 7), а также — что тоже весьма немаловажно — в зависимости от радиуса разворота: ведь между рядов необходимо оставлять проходы (их часто называют аллеями), где оборудование будет работать, и чем более узкими будут проходы, тем больше стеллажных конструкций мы сможем установить, и тем более эффективно будет использоваться имеющийся объем помещения.

Однако, и здесь есть свои нюансы: чем шире проход, тем больше мы можем одновременно разместить в нем сотрудников и/или единиц техники при выполнении требуемых операций. Соответственно, в узких проходах мы такой возможности лишены: там может разместиться только одна единица оборудования, которая заезжает в него либо по механическим направляющим («рельсам»), либо с использованием индукционного сопровождения («индукция»). Из-за очень существенной разницы в способах выполнения различных операций, появились понятия «широкопроходная технология» и «узкопроходная технология». Собственно, здесь мы сталкиваемся с одной из основных задач складской логистики: поиск оптимального баланса между эффективным использованием объема и производительностью грузопереработки.
С точки зрения автоматизации склада при помощи централизованной системы управления операциями (WMS — Warehouse Management System), алгоритмы управления, на основании которых выдаются задания конечным исполнителям, тоже имеют кардинальные различия, основное из которых — это «параллельная» и «последовательная» отработка заданий. Как и упоминалось, широкий проход позволяет выполнять задания в параллельном режиме нескольким исполнителям, а узкий проход требует наличия в проходе только одного исполнителя, в связи с чем требуется управлять очередью исполнения задач, и обеспечивать корректное распределение по исполняющему ресурсу. Основной упор — как и следует из названия статьи, — я сделаю именно на специфику узкопроходной технологии, мнение о которой сильно разнится: одни специалисты утверждают, что она абсолютно неэффективна, другие – что с ее помощью можно сделать настоящие чудеса. Как бы то ни было, увеличить ёмкость склада с её помощью можно весьма значительно — есть живые примеры, когда 1200 палетомест превращались в 1800. Однако, узкие проходы налагают невероятное количество ограничений: если нет опыта настройки или разработки системы автоматизации именно под такие склады, то есть шанс, что «взлететь» не получится.
Почему «сквозной» склад не всегда хорош, и зачем размещать продукцию «поперечным» способом
Один из наших первых проектов (а их за 11 лет реализовано уже больше 100) был реализован как раз на классическом узкопроходном складе. Руководство поставило директору по логистике задачу увеличить мощность склада, и он сделал упор на установку новых стеллажей и приобретение специализированной техники. С точки зрения объема хранения, задачу он решил, а вот по количеству операций получил неожиданно плохой результат. Анализ ситуации показал, что штабелеры совершают большое количество «маятниковых» перемещений, для сокращения которых требуется разработать и внедрить эффективную стратегию размещения грузов.
Проблему было решено закрыть за счет внедрения WMS. На тот момент времени уже была внедрена самописная система адресного хранения и даже «бумажная» технология распределения задач, так что автоматизация на уровне «нажали на кнопку и совершили чудо» абсолютно исключалась. Кроме того, присутствовала проблема определения нормативной производительности: некоторые сотрудники выполняли за одну смену столько же заданий, сколько их коллеги за полторы-две смены. Явно имелась необходимость централизованной диспетчеризации заданий для обеспечения равномерной нагрузки и отсутствия возможности у оператора и исполнителя сформировать наиболее «выигрышный» перечень заданий для «избранных».
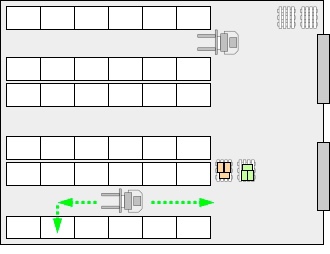
Первый шаг, который был сделан – это внедрение стратегии «поперечного складирования». Не неавтоматизированном складе, где сотрудникам приходится самостоятельно искать требуемые товары, они стараются размещать товары одной группы, или одного наименования, максимально близко друг к другу, как правило — продольно в одном проходе. Если же партия грузов, которые нам надо разместить, состоит из нескольких палет одного наименования, то гораздо больший эффект можно получить, размещая их не в одном проходе, а «поперек» проходов, то есть первую палету поставить в 1-й проход, вторую — во 2-й, и так далее. Таким образом, если у нас отгрузка производится палетами, и в заказе можно встретить не 1, а 2 или 3 палеты, то их будет изымать уже не одна единица оборудования, а сразу несколько, так как задействованы несколько проходов. Это усложняет проведение фрагментарной инвентаризации и поиска товаров в «ручном» режиме, но при наличии системы управления эти недостатки устраняются.
Второй шаг – изменение стратегии размещения во времени. Выход с производства (он же — вход на склад) находился с одной части склада, а доки для отгрузки продукции (выход со склада) – с другой. Именно такой склад обычно называют «сквозным», потому что продукция как будто проходит сквозь него. С одной стороны, такая структура как бы соответствует неким мифическим «принципам построения идеального склада», а с другой стороны и на деле – сильно усложняет любую оптимизацию. Например, если бы мы решили использовать оптимизацию размещения грузов по частоте обращений, то наиболее популярные грузы пришлось бы везти по самому длинному пути к ячейкам, расположенным ближе к докам. В связи с такой дилеммой, решили попробовать размещать грузы в наиболее интенсивные для производства часы – ближе к точке выхода с производства (чтобы не перезаполнить буферные площади между производством и складскими стеллажами), а в наименее интенсивные – отправлять грузы в самые дальние ячейки. На уровне оперативного производственного плана, самые популярные позиции выпускались как раз во время наибольшей «разгрузки» склада. Результат – прирост производительности на 20%.
Третий шаг – приоритезация задач от текущего местоположения штабелера и учет положения вил. То есть, пока штабелер не выполнит все задания в текущем проходе, он не выезжает в другой проход. Такой подход требует внимательности при отправке заказов в работу, но – с другой стороны — сокращает одну из наиболее ресурсозатратных операций по перемещению в другую аллею или развороту вил. Результат – удалось повысить производительность еще почти на 10%.
Последний шаг по оптимизации складских процессов заключался в модернизации действующей схемы поощрений для сотрудников, но здесь – после долгих споров – было решено оставить имеющийся вариант, когда сотрудник получал некоторую сумму за каждую операцию. Так как сотрудник не мог выбрать, какие операции ему выполнять (в отличие от действующей ранее бумажной технологии), распределение вознаграждения стало более справедливым. Проект был признан успешным и продолжился в рамках решения следующих задач.
Двухэтапное размещение, бэтчинг и чередование задач
Уже в несколько отдаленном будущем, совсем на другом проекте, мы применили еще один подход, который позволил бы решить немало проблем на вышеобозначенном складе. Речь идет о двухэтапной расстановке грузов в узкопроходных стеллажах. В отдельном буфере набирается некоторое количество палет, которые необходимо разместить на стеллажах. Они группируются по аллеям (не обязательно физически, главное – на уровне выполнения задач), и пешие сотрудники с гидравлическими тележками получают задания по закатыванию палет в аллеи, начиная от самого удаленного места, куда система управления осуществила размещение груза, до самого близкого. Каждая палета ставится прямо в проходе, под той ячейкой, куда «нацелилась» WMS. Работа штабелера заключается лишь в том, чтобы въехать в ряд, подъехать к каждой палете и поднять ее на требуемое место.
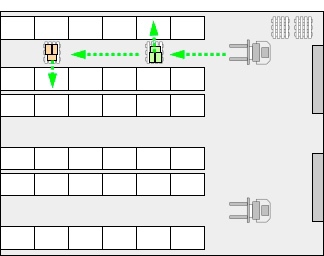
Если штабелер имеет ограничение на поворот вил в проходе, такой подход работать не будет. Но если подобное ограничение отсутствует, то за счет такого подхода, исключается постоянное перемещение к началу ряда, и эксплуатация тяжелой техники становится куда более рациональной. Такой подход соответствует концепции «бэтчинга», когда перед тем, как начать выполнение задач, мы ждем их накопления. Таким образом, вместе со всеми преимуществами этого подхода, мы получим и недостатки (необходимость четкого разделения пакетов операций во времени, например).
Некоторые WMS имеют функционал «чередования задач», когда техника может выполнять задачи разного типа в параллельном режиме, в зависимости от текущей картины приоритетов и местоположения. Давайте для простоты примера сначала рассмотрим, как в идеале должна работать подобная технология на складе, где используется широкопроходная технология, и штабелер может выехать на док. Тогда, сотрудник на штабелере по заданию подъезжает к палете, стоящей на доке, берет ее на вилы и размещает на стеллаже. Сразу после этого, он получает задание взять недалеко расположенную другую палету, и спустить ее на первый ярус (выполнить пополнение), и – так как ему снова надо ехать на док для того, чтобы размещать следующую палету, он получает еще одно задание на вывоз очередной недалеко расположенной палеты на соседний док, после чего берет на размещение следующий груз. Давайте теперь подумаем, как это применить по отношению к узким проходам. Начнем с того, что выехать на док штабелер не сможет. Теоретически – да, но на практике он потратит много времени на стабилизацию в проходе, да и далеко не всегда высота потолка над доком позволяет высотному узкопроходному штабелеру туда выехать. Также отметим, что если мы решили размещать грузы в два этапа, как было рассмотрено выше, то при размещении никакого чередования заданий мы явно реализовать не сможем. Тем не менее, представим, что размещение мы делаем через транзитные ячейки в торцевой части стеллажа. Это значит, что для размещения палеты в целевом месте, ее сначала размещают в ячейке, к которой штабелер без необходимости повторной стабилизации в ряду имеет доступ. Штабелер выезжает, берет нужную палету, и затем ставит ее в целевое место. Если при движении в обратную сторону ему нужно выполнить задание на вывоз какой-либо палеты, то надо понимать, что буферная ячейка, куда он ее поставит, должна быть пуста. Таким образом, в подобной технологии должны быть отдельные (физически разделенные) буферные ячейки как для входящего потока в заданную аллею, так для исходящего. Как минимум, их может быть две (одна — на вход, вторая — на выход), но каждая может иметь ёмкость, соответствующую физическим возможностям использования имеющейся площади. Не удержусь от убедительной просьбы не заниматься самодеятельностью, и не реализовывать вход и выход через одни и те же ячейки: один и тот же буфер на вход и выход должен иметь двойную ёмкость, и увеличивает вероятность допущения ошибки, так что чудес не бывает.
«Высотный подбор? Да что там автоматизировать? Любая ячейка и для хранения, и для отбора!»
Отдельного разговора заслуживает набор при помощи так называемых High-Level Order Pickers (HLOP). Для узких проходов, это оборудование очень похоже на стандартные узкопроходные штабелеры, но за счет некоторых особенностей позволяет работать не только с палетами, но и выполнять операции набора. Перед сотрудником на определенной высоте располагается поддон, который – по факту увеличения его высоты при наборе, — может быть опущен ниже, давая возможность производить грузоперевалку без необходимости наклоняться или тянуться вверх.

На первый взгляд, склад с таким оборудованием работает по принципу «весь склад – зона набора». Что бы ни казалось, это совершенно не так. Во-первых, только на очень и очень низкоинтенсивном складе сотрудники на узкопроходных высотных комиссионерах будут спокойно разъезжать из ряда в ряд, ожидая, пока их коллеги закончат выполнение своих заданий. Вспомним, что немало времени тратится на стабилизацию в ряду. Во-вторых, есть ряд грузов, которые на верхних ярусах крайне тяжело набирать: например, 25-килограммовые мешки. Какая бы не была эргономика, а такие позиции лучше размещать в широких проходах на первых ярусах. В третьих, появляется еще одна проблема – фрагментация заказов. Так как за каждой единицей техники закрепляется своя область ответственности, один заказ может попасть нескольким исполнителям. Таким образом, после набора придется выполнить еще и консолидацию полученных частей. Как вариант, можно использовать так называемый «набор с передачей», когда после набора одним сотрудником, поддон передается другому сотруднику для продолжения операции. Если же это невозможно, то требуется предусмотреть достаточно емкий участок, где будет производиться дополнительная грузоперевалка: фрагменты одного и того же заказа, собранные разными исполнителями, будут объединяться в один пакет, и размещаться на одном товароносителе.
При размещении грузов, требуется обеспечить предельно равномерную нагрузку на склад, чтобы ни одна из единиц техники при вышеописанной технологии не стала «бутылочным горлышком». И – так как такая технология очень близка к последовательной конвейерной сборке, — профессиональные WMS имеют специальные стратегии отправки заказов в работу, позволяющие в рамках текущего пакета (например, рейса) рассчитывать оптимальный следующий заказ для отработки, исходя из уже рассчитанной нагрузки на каждого исполнителя. Если же на складе установлен простой продукт, не имеющий подобного функционала, то при высокой интенсивности операций диспетчер просто может не справляться со своим функционалом, что приведет к существенному снижению производительности.
В заключение
Отдельно хочу отметить такой факт: среднестатистический менеджер, работающий на предприятии, не занимающимся внедрением программных продуктов, принимает участие примерно в 3-4 проектах за всю свою карьеру. Те, кто профессионально занимается только такими проектами, за свою карьеру может принять участие более, чем в сотне. Вполне понятно, у кого будет больше шансов на успешную реализацию, но при этом очень часто приходится видеть, как внутренние сотрудники предприятия пытаются реализовать собственные системы, основываясь лишь на личном опыте. Решили сэкономить на продукте и внедрении — не экономьте на постановке задачи, и закажите хотя бы профессиональный консалтинг.
